Rubber tube for car and manufacturing method thereof
A technology for rubber hoses and automobiles, which is applied in the direction of hoses, pipes, mechanical equipment, etc., and can solve problems such as poor bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
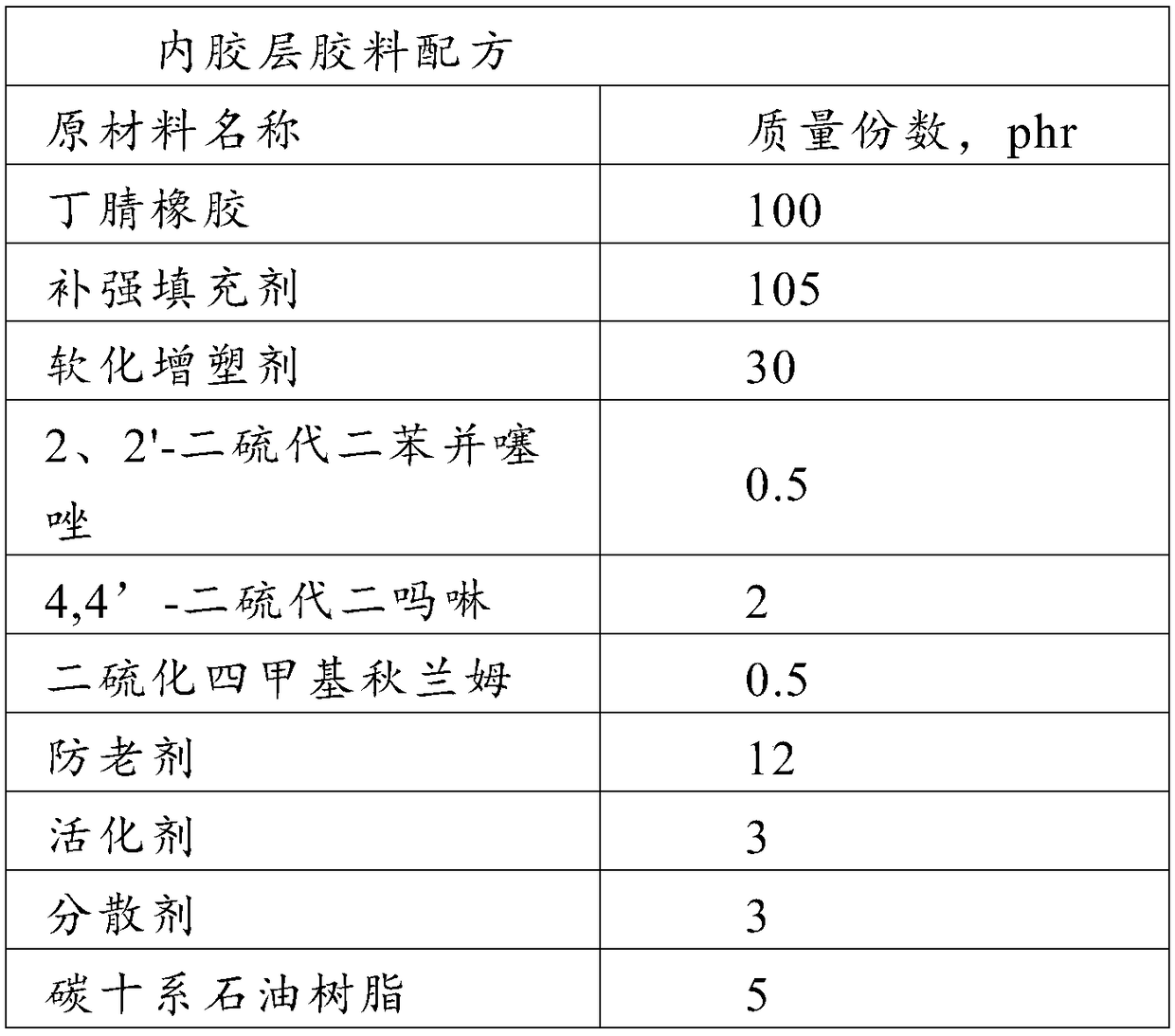
[0040] Table 1-1
[0041]
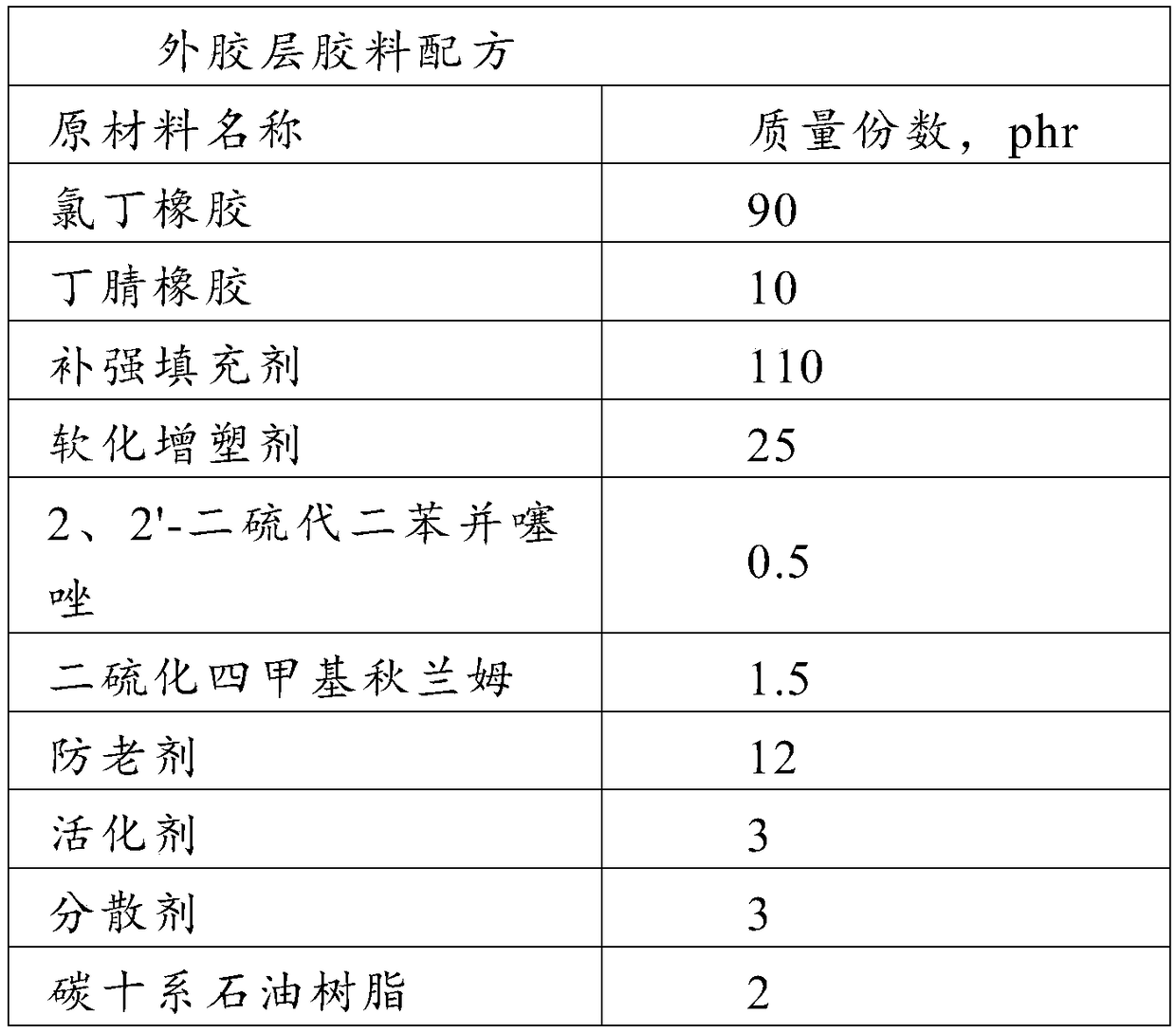
[0042] Table 1-2
[0043]
[0044] The process parameters are as follows:
[0045] 1. Hose size: inner diameter 9mm, wall thickness 4±0.4mm;
[0046] 2. Hose structure: with reinforced layer, using aramid in the middle;
[0047] 3. The rubber mixing is divided into two sections: the first section, the glue discharge temperature is 120°C; the second section, the glue discharge temperature is 100°C;
[0048] 4. Extrude inner rubber layer (¢90mm or ¢120mm pinless extruder): head 70°C, extrusion section 50°C, plasticizing section 50°C, feeding section 50°C, screw section 50°C;
[0049] 5. Hot oven: temperature 100°C;
[0050] 6. Extruded hose blank (¢90mm or ¢120mm pinless extruder): machine head 70°C, extrusion section 50°C, plasticizing section 50°C, feeding section 50°C, screw section 50°C;
[0051] 7. Vulcanization: 160±5°C, 30±5 minutes.
Embodiment 2
[0053] table 2-1
[0054]
[0055]
[0056] Table 2-2
[0057]
[0058] The process parameters are as follows:
[0059] 1. Hose size: inner diameter 9mm, wall thickness 4±0.4mm;
[0060] 2. Hose structure: with reinforced layer, using aramid in the middle;
[0061] 3. The rubber mixing is divided into two stages: the first stage, the glue discharge temperature is 120°C; the second stage, the glue discharge temperature is 100°C;
[0062] 4. Extrude inner rubber layer (¢90mm or ¢120mm pinless extruder): head 70°C, extrusion section 50°C, plasticizing section 50°C, feeding section 50°C, screw section 50°C;
[0063] 5. Hot oven: 200°C;
[0064] 6. Extruded hose blank (¢90mm or ¢120mm pinless extruder): machine head 70°C, extrusion section 50°C, plasticizing section 50°C, feeding section 50°C, screw section 50°C;
[0065] 7. Vulcanization conditions: 160±5°C, 30±5 minutes.
Embodiment 3
[0067] Table 3-1
[0068]
[0069] Table 3-2
[0070]
[0071]
[0072] The process parameters are as follows:
[0073] 1. Hose size: inner diameter 9mm, wall thickness 4±0.4mm;
[0074] 2. Hose structure: with reinforced layer, using aramid in the middle;
[0075] 3. The rubber mixing is divided into two stages: the first stage, the glue discharge temperature is 120°C; the second stage, the glue discharge temperature is 100°C;
[0076] 4. Extrude inner rubber layer (¢90mm or ¢120mm pinless extruder): head 70°C, extrusion section 50°C, plasticizing section 50°C, feeding section 50°C, screw section 50°C;
[0077] 5. Hot oven: temperature 300°C;
[0078] 6. Extruded hose blank (¢90mm or ¢120mm pinless extruder): machine head 70°C, extrusion section 50°C, plasticizing section 50°C, feeding section 50°C, screw section 50°C;
[0079] 7. Vulcanization conditions: 160±5°C, 30±5 minutes.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com