
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Crankshaft forging process and method thereof
A crankshaft and process technology, applied in the field of crankshaft forging, can solve problems such as waste of resources and time, lower product qualification rate, deformation, etc., to achieve the effect of reducing gaps and increasing product qualification rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
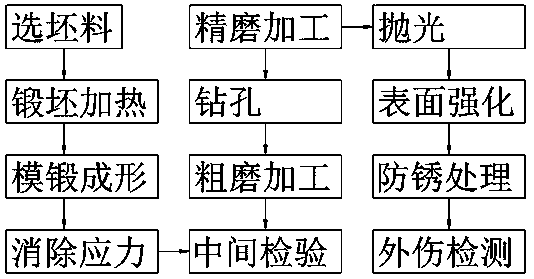
[0033] Such as figure 1 A crankshaft forging process and method thereof shown, comprising the following steps:
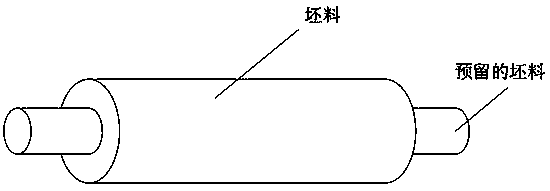
[0034] S1. Select the blank: choose carbon structural steel as the blank, and leave a suitable length at both ends of the blank for the gripping of the manipulator.
[0035] S2. Forging billet heating: heat the selected carbon structural steel, and use a heating furnace to heat the billet. The initial forging temperature is 1200 degrees, and the final forging temperature is 800 degrees.
[0036] S3. Die forging forming: the manipulator holds the excess blank at both ends of the blank, moves the blank to the mold in the forging machine, and then starts the forging machine for forging and forming.
[0037] S4. Eliminate stress: Place the forged crankshaft in an aging furnace for cooling to eliminate stress, thereby shortening the natural cooling time and achieving the purpose of continuous production.
[0038] S5. Intermediate inspection: inspect whether there are h...
Embodiment 2
[0047] Further, the blank is selected from carbon structural steel, and a sufficient length is reserved at both ends of the selected blank, and the reserved length of the selected blank is cut off after stress relief, and the die forging includes a forging machine, a die , and the fan, the inspection content in the intermediate inspection includes holes, air bubbles, and cracks.
[0048] Further, the rough grinding process includes a rough grinding lathe and a jig, and a rubber pad is provided on the contact surface between the jig and the crankshaft.
[0049] Further, the intermediate inspection includes observation method and hand feeling method, and the observation method includes an image magnifier.
[0050] Further, the drilling includes a drilling machine and a clamp, and a rubber pad is provided on the contact surface between the clamp and the crankshaft.
[0051] Further, in the step S1, the diameter of the billet reserved for clamping by the manipulator is smaller th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com