

A Verification Method for Structural Bonding of Composite Parts
A composite material and calibration method technology, which is applied in the calibration field of composite material parts structural bonding, can solve the problems of high calibration cost and difficult operation, and achieves reduction of manufacturing cost, guarantee of accuracy, and reduction of calibration. cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
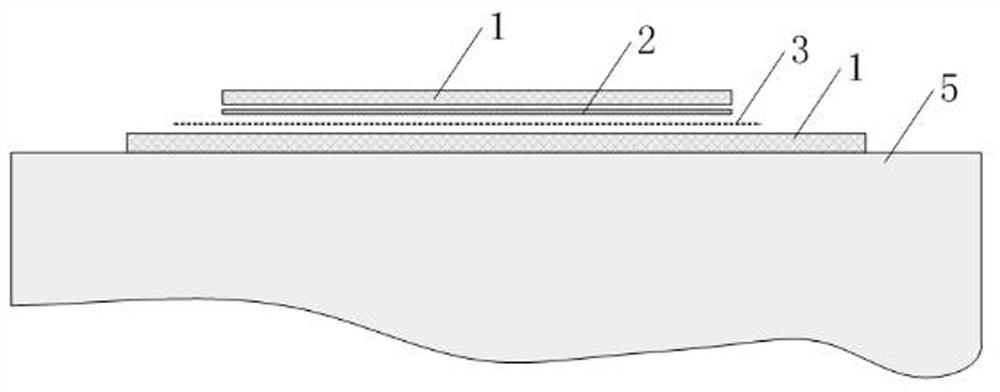
[0034] A verification method for structural bonding of composite parts, such as figure 1 As shown, it mainly includes the following steps:
[0035] Step S101: Use a rheometer to test the adhesive film 2 to obtain the in-situ calibration parameters of the adhesive film 2; and determine the calibration pressure according to the pressure of the adhesive film 2 when bonding;
[0036] Step S102: Lay the adhesive film 2 flat on the adhesive surface of the surface of the one-sided adhesive structural member 1, the adhesive film 2 is the same shape as the adhesive surface; then lay the adhesive film 2 on the surface One layer of isolation film 3, the area of the isolation film 3 is greater than the area of the adhesive film 2;
[0037] Step S103: Position and assemble the structural part 1 and seal the vacuum bag, and perform verification according to the verification parameters of temperature, time, and pressure in step S101; after the verification is completed, remove the vacuu...
Embodiment 2
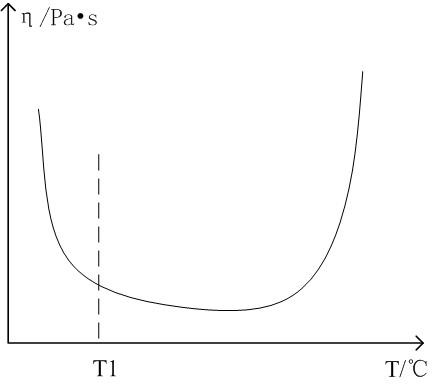
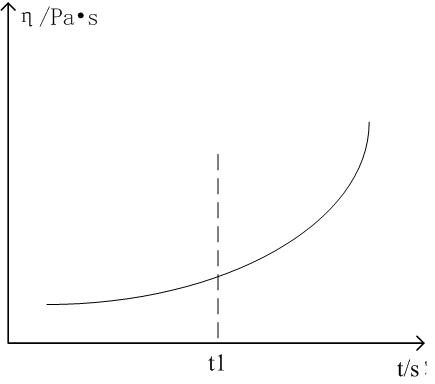
[0041] This embodiment is optimized on the basis of embodiment 1, such as figure 2 , image 3As shown, in the step S101, first use a rheometer to test the viscosity of the adhesive film 2 for bonding by using a rheometer to obtain the initial softening temperature point of the adhesive film 2, and give a calibration temperature point T1; secondly, use a rheometer to test the constant temperature viscosity of the adhesive film 2 for bonding, and then obtain the available calibration time t1; determine the calibration pressure P1 according to the pressure selected during bonding. In said S103, the verification is performed in an autoclave or an oven according to the temperature T1, time t1, and pressure P1. The adhesive bonding film 2 after verification in step S103 is not removed from the structural member 1, and is directly used for bonding the structural member 1 after the compensation is completed.
[0042] In the present invention, the glue film for glue bonding is direc...
Embodiment 3
[0045] This embodiment is optimized on the basis of Embodiment 1 or 2. In the step S102 , a margin of 20-40 mm is reserved for the isolation film 3 relative to the periphery of the adhesive film 2 . The margin left on the isolation film 3 can ensure that the film will not be contaminated on the structural part 1 on the other side during the verification process, which has better practicability.
[0046] In the present invention, the glue film for glue bonding is directly laid on the glue joint area for verification. After the verification is completed, the glue film is not removed, and the glue film is directly compensated according to the pressure state of the glue film, thus avoiding the traditional verification. In the method, the compensation area is determined on the structural part 1 according to the verification film, and the compensation area is more accurate, which reduces the difficulty of the verification operation, and the adhesive film is directly used for bonding ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More