High-shear-strength super-thick composite steel plate for generation III nuclear power station and manufacturing method of composite steel plate
A technology of composite steel plate and manufacturing method, which is applied in chemical instruments and methods, lamination, layered products, etc., can solve the problems of difficult plate shape, shortened heat treatment cycle, and difficult production, and achieves excellent strength and toughness performance and corrosion resistance. Performance, high mechanical properties and intergranular corrosion resistance, the effect of improving comprehensive usability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The following examples are used to specifically illustrate the contents of the present invention, and these examples are only general descriptions of the contents of the present invention, and do not limit the contents of the present invention.
[0029] The chemical composition of the clad plate is shown in Table 1; the specifications of the clad billet are shown in Table 2; the rolling process of the clad plate is shown in Table 3; the heat treatment process of the clad plate is shown in Table 4; the mechanical properties of the clad plate are shown in Table 4. Table 5; the impact performance of the composite plate is shown in Table 6.
[0030] The chemical composition (wt%) of table 1 composite plate
[0031]
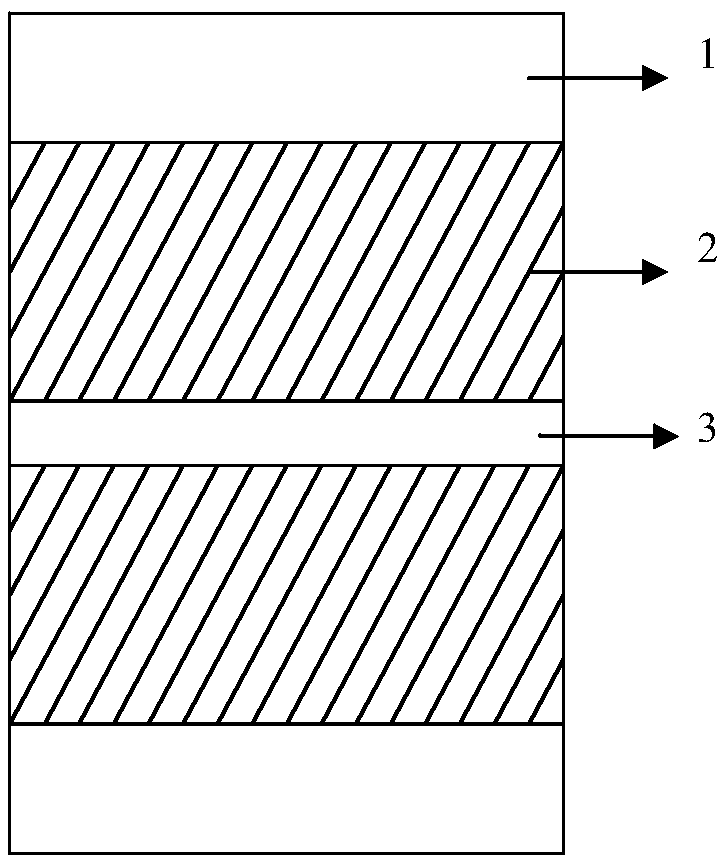
[0032] Table 2 Specifications of Composite Blanks
[0033] Example
Carbon steel intermediate billet thickness / mm
304L stainless steel intermediate billet thickness / mm
1
125
20
2
175
20
3
195
15
4
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More