

A kind of preparation method of rocking block of air conditioner compressor
A technology for air-conditioning compressors and raw material preparation, applied in metal processing equipment, transportation and packaging, etc., can solve the problems of poor dimensional accuracy of parts, shape design restrictions, and high production costs, and achieve poor dimensional accuracy, reduced processing costs, and production. low cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
example 1
[0046] A kind of preparation technology of air conditioner compressor rocking block, its process is as follows:
[0047] A. Raw material preparation: the matrix material is 440C stainless steel gas atomized powder with an average particle size of 6um provided by the British Osprey company. The chemical composition of the powder is shown in Table 1. figure 1 It is the SEM topography of 440C stainless steel powder;
[0048] Table 1 Chemical composition of 440C stainless steel powder
[0049] Binder: by mass percentage, get paraffin wax (PW) 62%, polyethylene (PE) 17%, carnauba wax (CW) 18%, stearic acid (SA) 3%, at 120 ℃ of temperature in the mixer Mix in medium for 4h to make binder;
[0050] C. Preparation of feeding material: mixing and granulating the binder and base material 440C stainless steel powder according to the volume ratio of 43%:57% to make feeding material. The mixing temperature is 120°C, and the speed of the mixer is 85r / min , the mixing time is 4h;
[00...
example 2
[0056] A kind of preparation technology of air conditioner compressor rocking block, its process is as follows:
[0057] A. Raw material preparation: the matrix material is 440C stainless steel gas atomized powder with an average particle size of 6um provided by the British Osprey company. The chemical composition of the powder is shown in Table 1. figure 1 It is the SEM topography of 440C stainless steel powder;
[0058] B, preparation binder: by mass percentage, get paraffin wax (PW) 65%, polyethylene (PE) 19%, carnauba wax (CW) 15%, stearic acid (SA) 1%, at 130 ℃ temperature Mix in a mixer for 3 hours to prepare the binder;
[0059] C. Preparation of feed: Mix the binder and base material 440C stainless steel powder according to the volume ratio of 45%:55%, and granulate to make feed. The mixing temperature is 130°C, and the speed of the mixer is 90r / min , the mixing time is 3h;
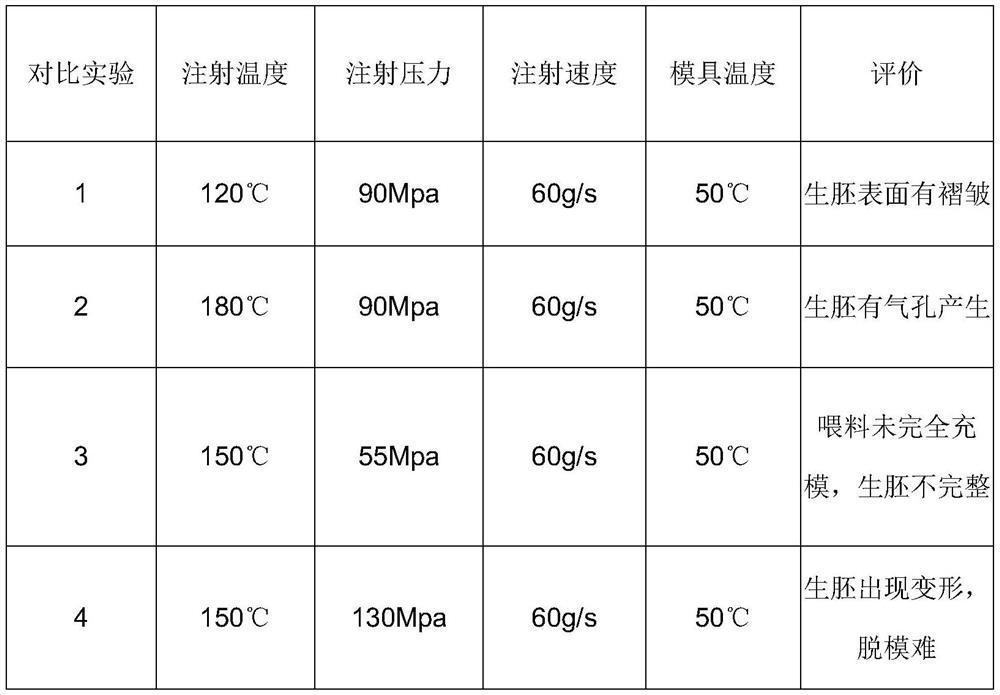
[0060] D. Injection molding: use the injection molding machine to inject the feed into the ...
example 3
[0065] A kind of preparation technology of air conditioner compressor rocking block, its process is as follows:
[0066] A. Raw material preparation: the matrix material is 440C stainless steel gas atomized powder with an average particle size of 6um provided by the British Osprey company. The chemical composition of the powder is shown in Table 1. figure 1 It is the SEM topography of 440C stainless steel powder;
[0067] B, prepare binding agent: by mass percentage, get paraffin wax (PW) 70%, polyethylene (PE) 20%, carnauba wax (CW) 9%, stearic acid (SA) 1%, at 140 ℃ of temperature Mix in a mixer for 2 hours to prepare the binder;
[0068] C. Preparation of feeding material: mixing and granulating the binder and base material 440C stainless steel powder according to the volume ratio of 48%:52% to make feeding material. The mixing temperature is 140°C, and the speed of the mixer is 100r / min , the mixing time is 2h;
[0069] D. Injection molding: use an injection molding mac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More