

Rolling method of front crossbeam eleventh section of automobile variable thickness rear floor
A technology of rear floor and front beam, applied in the direction of metal rolling, metal rolling, metal rolling stand, etc., can solve the problems of unsuitability for rolling, increase the weight of parts, etc., and achieve improved connection strength and impact resistance. Good, simple design effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0027] a) HC950 / 1300HS+AS aluminum-silicon-coated hot-rolled steel coil with a specification of 1.9*471mm is used.
[0028] b) Unequal thickness rolling, speed 10m / min, input rolling specifications and corresponding parameters in the program:
[0029] Specification mm
1.7
1.5
1.25
1.15
0.95
Roll gap mm
2.08
1.58
1.13
0.98
0.74
Rolling force 10KN
130
255
345
373
400
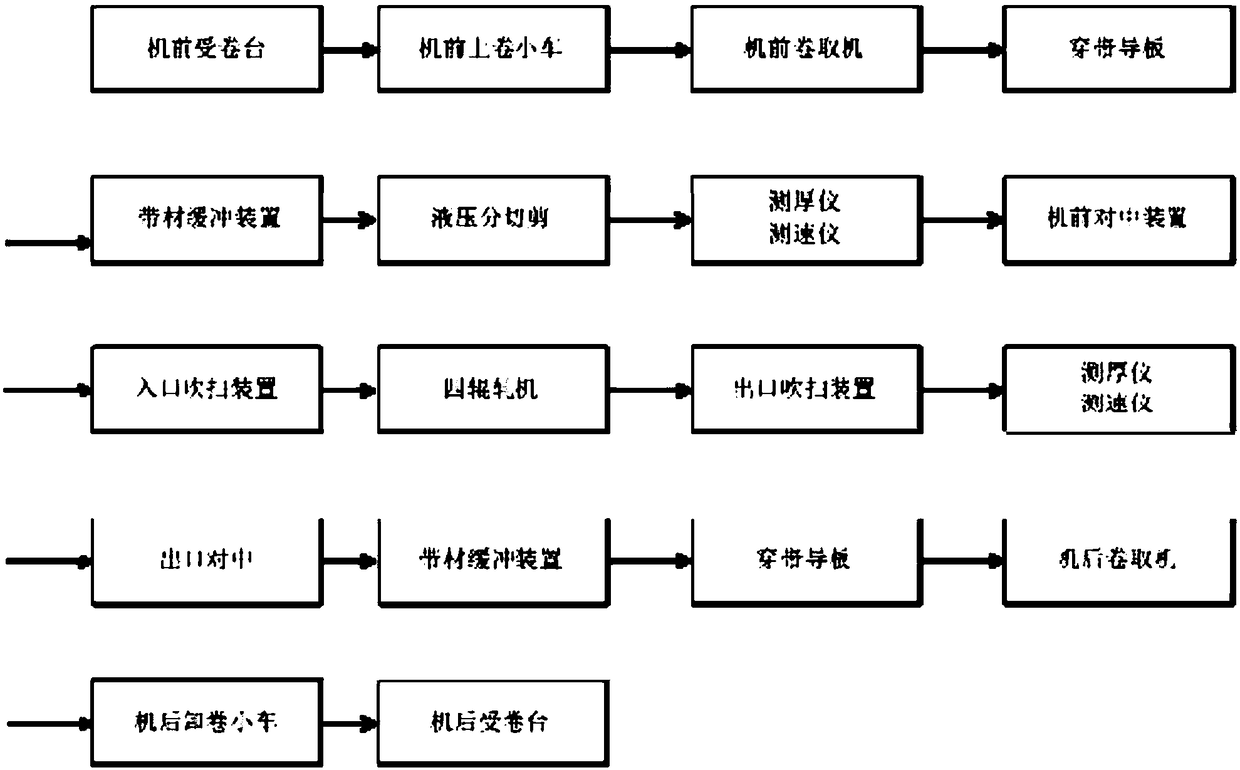
[0030] Coiling, strip threading, rolling start, gauge change program input, coiling, unwinding.
[0031] Experiments have proved that this kind of thickened automobile rear floor front beam has eleven sections, the length accuracy is ±2mm, the thickness tolerance is ±0.03mm, and the flatness of the plate is very good. The specific rolling curve is as follows figure 1 As shown, the rolling process is as follows figure 2 shown.
Embodiment 2
[0033] a) HC950 / 1300HS+AS aluminum-silicon-coated hot-rolled steel coil with a specification of 1.9*471mm is used.
[0034] b) Unequal thickness rolling, speed 8m / min, input rolling specifications and corresponding parameters in the program:
[0035] Specification mm
1.7
1.5
1.25
1.15
0.95
Roll gap mm
2.11
1.61
1.15
1.02
0.78
Rolling force 10KN
120
244
336
365
390
[0036] Coiling, strip threading, rolling start, gauge change program input, coiling, unwinding.
[0037] Experiments have proved that this kind of thickened automobile rear floor front beam has eleven sections, the length accuracy is ±2mm, the thickness tolerance is ±0.03mm, and the flatness of the plate is very good. The specific rolling curve is as follows figure 1 shown.
Embodiment 3
[0039] a) HC950 / 1300HS+AS aluminum-silicon-coated hot-rolled steel coil with a specification of 1.9*471mm is used.
[0040] b) Unequal thickness rolling, speed 6m / min, input rolling specifications and corresponding parameters in the program:
[0041] Specification mm
1.7
1.5
1.25
1.15
0.95
Roll gap mm
2.15
1.64
1.17
1.06
0.82
Rolling force 10KN
115
238
330
360
386
[0042] Coiling, strip threading, rolling start, gauge change program input, coiling, unwinding.
[0043] Experiments have proved that this kind of thickened automobile rear floor front beam has eleven sections, the length accuracy is ±2mm, the thickness tolerance is ±0.03mm, and the flatness of the plate is very good. The specific rolling curve is as follows figure 1 shown.
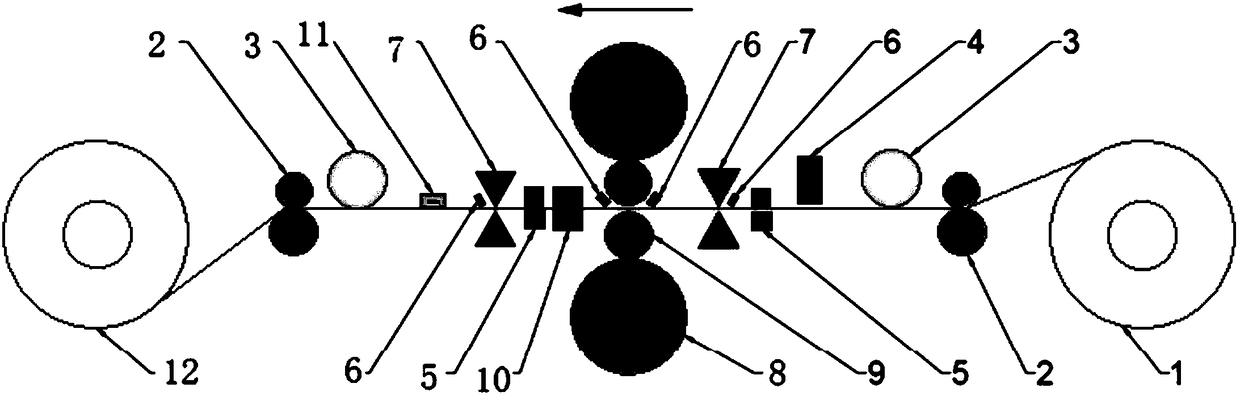
[0044] The production line that realizes the above method is as image 3 As shown, it mainly includes: an uncoiler 1, a coiler 12, two sets of pinch rollers 2 are arra...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More