Injection molding method for super-thick transparent bi-color cladding piece
A technology of injection molding and covering parts, which is applied in the field of injection molding of super-thick transparent two-color covering parts, can solve the problems of sink marks, difficult product optimization and process design, and bubbles are easy to appear in super-thick parts, so as to achieve simple shape and ensure the effect of strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
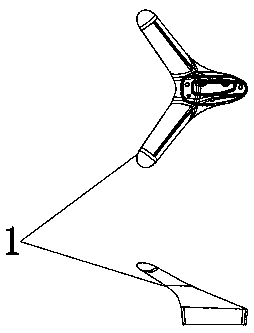
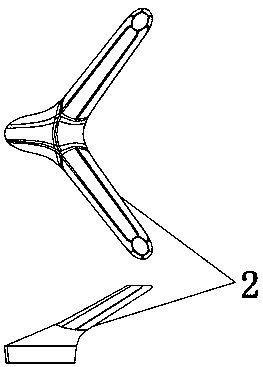
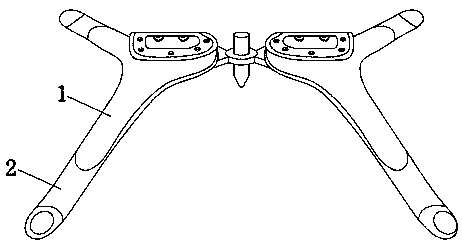
[0031] Embodiment 1, with reference to Figure 1-3 , an injection molding method for an ultra-thick transparent two-color covering part, comprising the following steps;
[0032] Step 1. Injection molding of colored inner layer:
[0033] S1. Evenly mix the high-strength resin and the dye together to prepare a preset color, and add the mixed high-strength resin into the prefabricated mold. The colored inner layer 1 can be changed according to the prefabricated color required. pigment, and increase the R angle at the sharp corner of the far end of the coating to improve the fusion between the two layers. When the colored inner layer 1 is injection molded, the gate is placed in the middle of the bifurcation of the foot to ensure the two-color transparent system There is no shrinkage and no air bubbles in the thickest part of the piece;
[0034] S2. Using high temperature and high pressure injection molding, the injection temperature is controlled at 270°C, the injection pressure...
Embodiment 2
[0041] Embodiment 2, with reference to Figure 1-3 , an injection molding method for an ultra-thick transparent two-color covering part, comprising the following steps;
[0042] Step 1. Injection molding of colored inner layer:
[0043] S1. Evenly mix the high-strength resin and the dye together to prepare a preset color, and add the mixed high-strength resin into the prefabricated mold. The colored inner layer 1 can be changed according to the prefabricated color required. pigment, and increase the R angle at the sharp corner of the far end of the coating to improve the fusion between the two layers. When the colored inner layer 1 is injection molded, the gate is placed in the middle of the bifurcation of the foot to ensure the two-color transparent system There is no shrinkage and no air bubbles in the thickest part of the piece;
[0044] S2. Using high temperature and high pressure injection molding, the injection temperature is controlled at 270°C, the injection pressure...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More