

Welding deformation control method based on high-energy ultrasonic treatment
A technology of welding deformation and control method, which is applied in the direction of welding equipment, manufacturing tools, metal processing equipment, etc., can solve the problems of reducing material properties, surface micro-cracks, and damage to thin-walled components, so as to improve the processing effect and efficiency, and promote microscopic Effect of plastic deformation and elimination of welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] A welding deformation control method based on high-energy ultrasonic treatment, using the method to perform high-energy ultrasonic control treatment of welding deformation during lap welding of 2219 aluminum alloy test plates of 300mm×150mm×2mm, the steps of the method are as follows:
[0029] (1) arrange the transducer
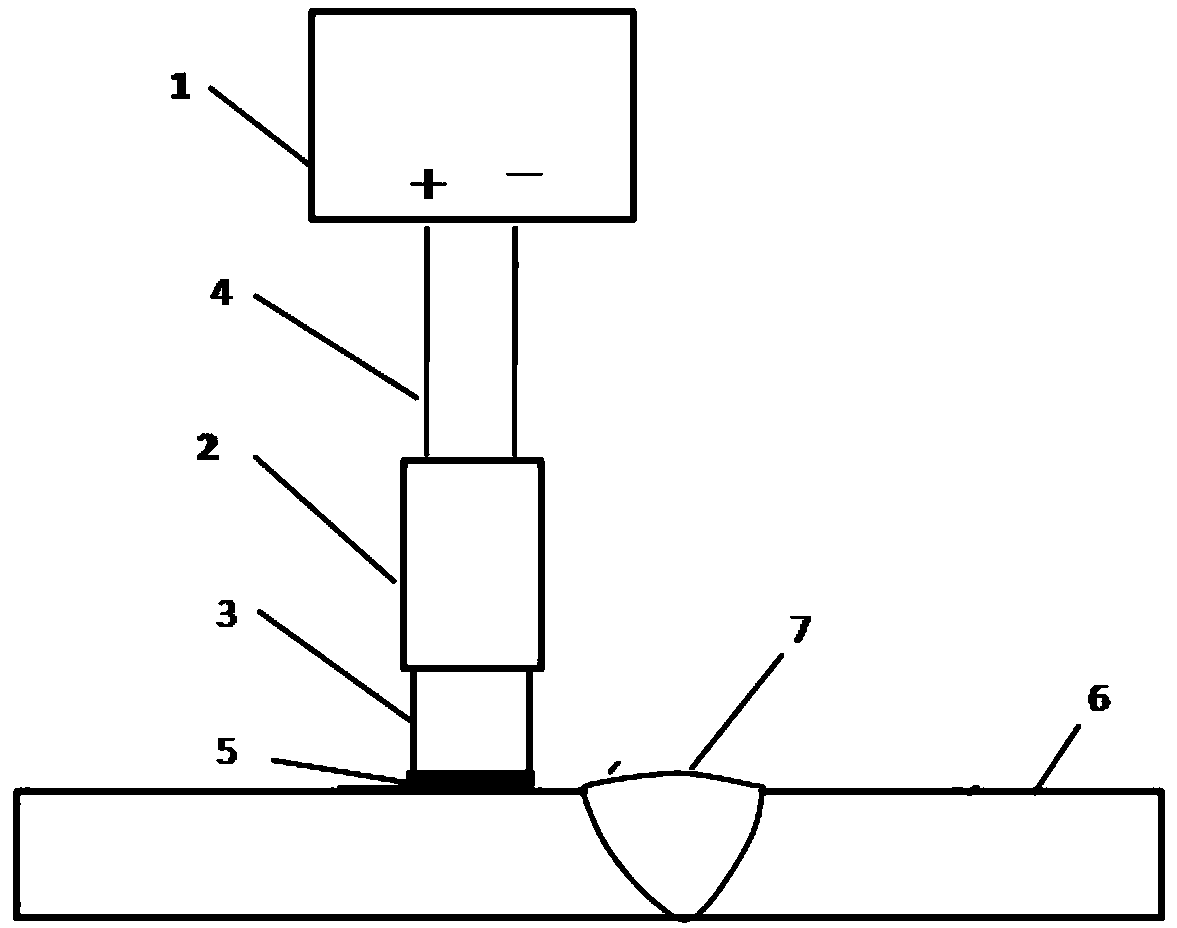
[0030] Such as figure 1 As shown, four cylindrical ultrasonic transducers 2 with a diameter of 70 mm are used, and butter is evenly spread on the end of the excitation head 3 as the coupling agent 5, and then the ultrasonic transducers are evenly distributed along the length direction of the weld of the test plate 6 on the At a position 20mm from one side of the center of the weld, use a compression tool to press the transducer on the welding test plate, or embed the transducer in the welding tool.
[0031] (2) Connect the transducer
[0032] The four transducers are connected by a multi-channel ultrasonic power supply 1 through an ultrasonic transmi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More