

Laser welding method of high silicon steel
A technology of laser welding and high silicon steel, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., which can solve the problems of decreased mechanical properties of welds and inability to meet the requirements of tension rolling of silicon steel strips.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
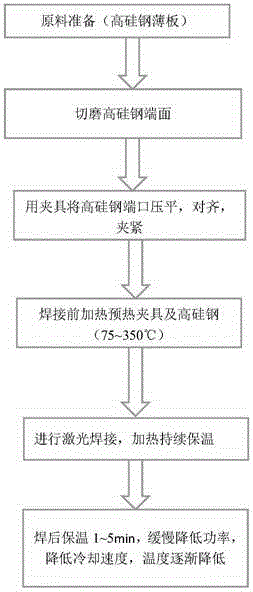
[0032] Laser welding, using WLS series fiber laser, butt welding of silicon steel and silicon steel, the silicon content of silicon steel is 3.5%, warm rolled plate with a thickness of 0.28mm, pickling, cutting and grinding, clamp flattening, alignment, preheating, double-sided welding, The laser power is 140W and 170W respectively, the defocus is 30mm, the welding speed is 1.0m / min, the airflow is 15L / min, and the preheating temperature is 75°C.
[0033] Double-sided welding, no cracks in the weld, fewer defects on both sides of the weld, no weld leakage, uniform weld, and only a small amount of stress deformation in the middle part, avoiding the occurrence of weld leakage.
Embodiment 2
[0035] Laser welding, using WLS series fiber laser, butt welding of silicon steel and silicon steel, the silicon content of silicon steel is 6.5%, warm rolled plate with a thickness of 0.48mm, pickling, cutting and grinding, clamp flattening, alignment, preheating, double-sided welding, The laser power is 200W, 230W, the defocus is 30mm, the welding speed is 1.2m / min, the airflow is 15L / min, and the preheating temperature is 130℃.
[0036] Double-sided welding, no cracks in the weld seam, fewer defects on both sides of the weld seam, no weld leakage, more uniform weld seam, less weld deformation, beautiful weld seam, and avoid weld leakage.
Embodiment 3
[0038] Laser welding, using WLS series fiber laser, butt welding of silicon steel and silicon steel, the silicon content of silicon steel is 7%, hot-rolled plate with a thickness of 2mm, pickling, cutting, clamping, alignment, preheating, double-sided welding, The laser power is 730W and 890W respectively, the defocus is 30mm, the welding speed is 1.5m / min, the airflow is 20L / min, and the preheating temperature is 350℃.
[0039] Double-sided welding, no cracks in the weld, fewer defects on both sides of the weld, no weld leakage, uniform weld, small weld deformation, and beautiful weld.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More