

Forming method of superalloy thin-walled annular closed groove
A ring-closed, high-temperature alloy technology, applied in metal processing equipment, etc., can solve the problem that the fixture cannot be taken out from the part, and achieve the effects of ensuring processing accuracy and yield, stable clamping, and convenient demoulding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention can be implemented in various ways defined and covered below.
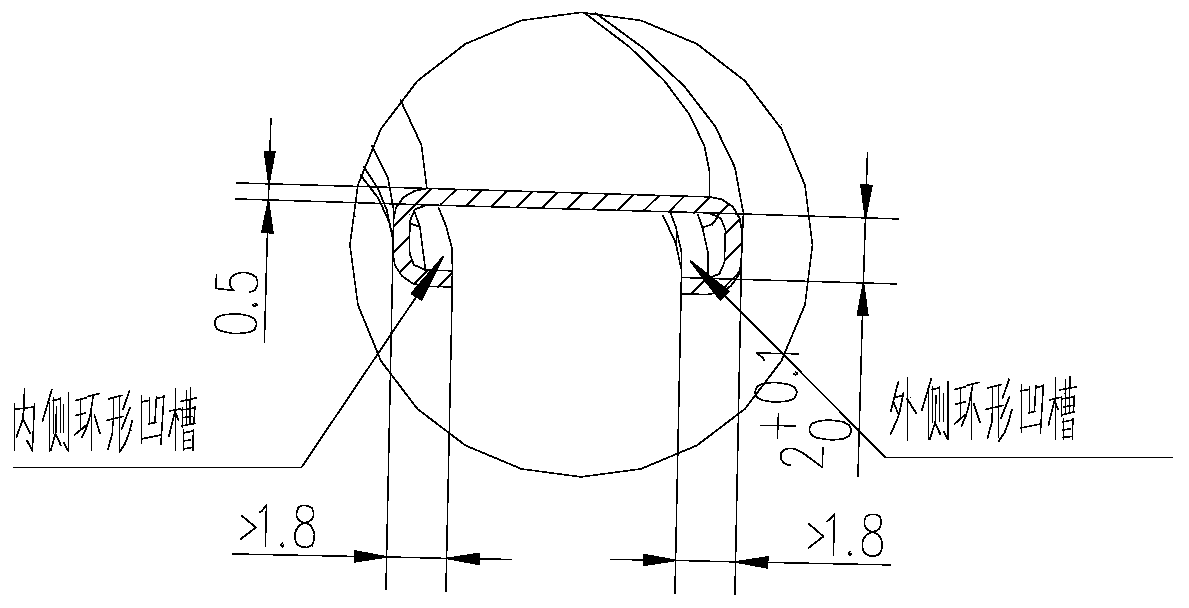
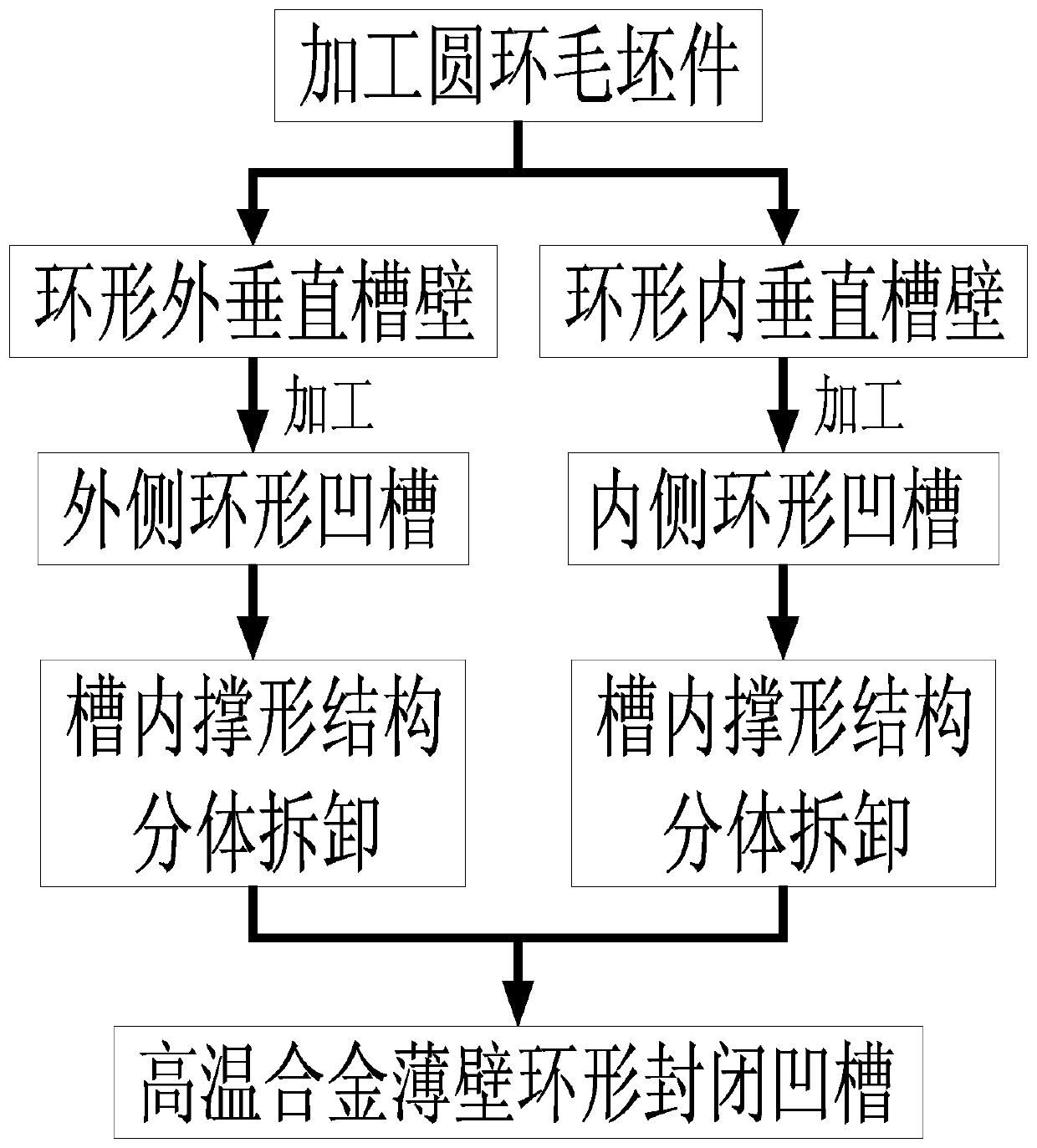
[0035] figure 1 is a structural schematic diagram of a forming method for a thin-walled annular closed groove of a superalloy; figure 2 yes figure 1 Schematic diagram of the cross-sectional structure; image 3 It is a flow chart of the steps of the forming method of the superalloy thin-walled annular closed groove in the preferred embodiment of the present invention; Figure 4 It is a schematic cross-sectional structure diagram of a circular ring blank in a preferred embodiment of the present invention; Figure 5 It is a structural schematic diagram of the processing equipment for the annular groove on the outer side of the ring in the preferred embodiment of the present invention; Figure 6 is a schematic top view of the first bottom support assembly in a pr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More