

Automatic production line for heat-preservation decoration composite boards
An automatic production line and production line technology, applied in the direction of layered products, lamination devices, transportation and packaging, etc., can solve the problems affecting the quality of composite boards, high defective rate, the positioning effect and appearance quality of composite boards need to be improved, and achieve Compact device, health protection, and space-saving effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
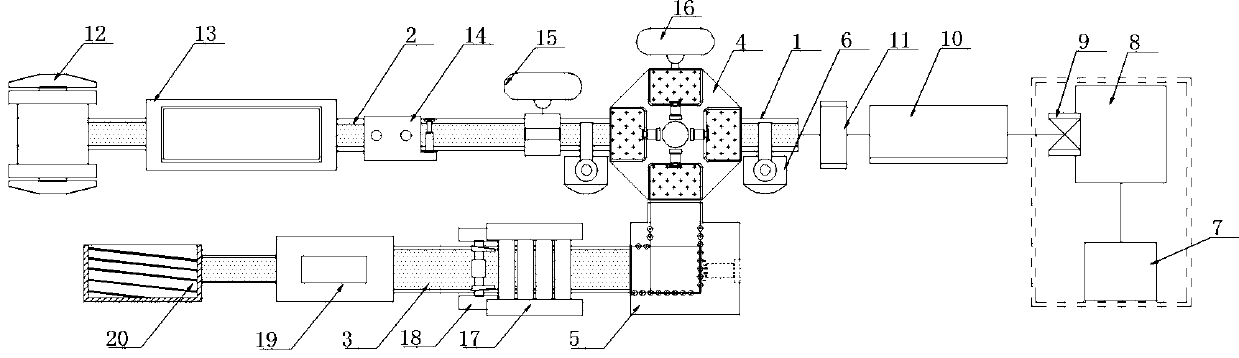
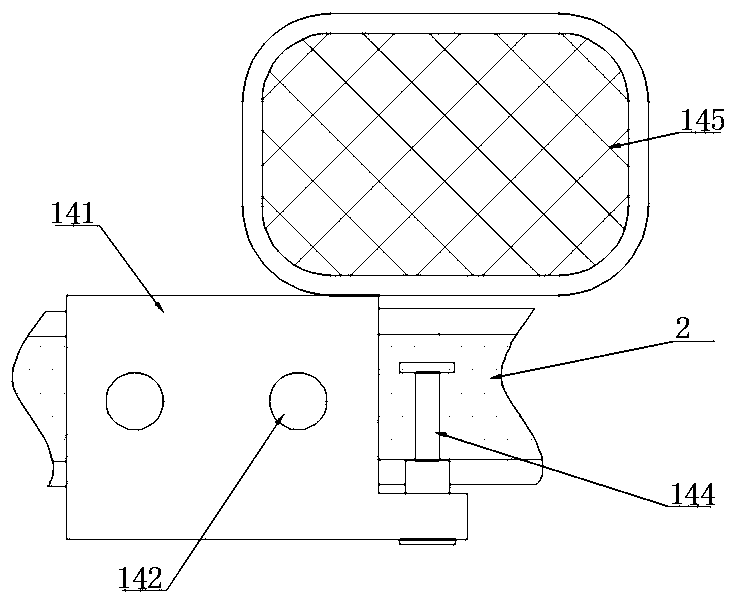
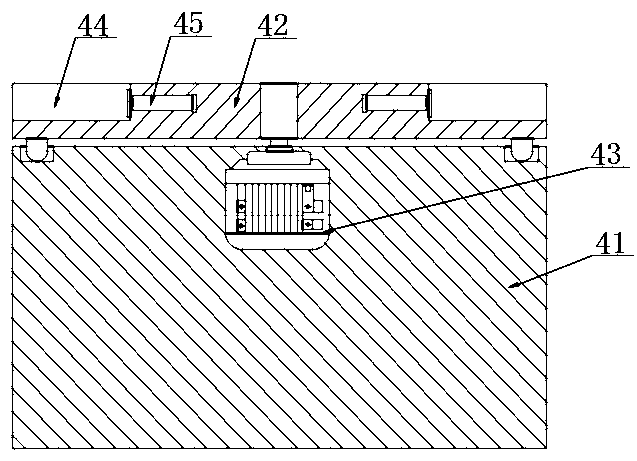
[0041] according to Figure 1-7 The shown automatic production line for thermal insulation and decorative composite boards includes a thermal insulation board production line, a decorative panel production line and a composite production line. The thermal insulation board production line is provided with a first conveyor belt 1, and the decorative panel production line is provided with a second conveyor belt 2. The composite production line is provided with a ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More