

Welding waveform control method for gas metal arc welding of nickel-based alloy
A technology of melting electrode gas and nickel-based alloys, applied in welding equipment, welding accessories, manufacturing tools, etc., can solve the problems of difficult droplet transfer, poor welding effect, incomplete droplet transfer, etc., to achieve all-position welding, The effect of high deposition efficiency and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
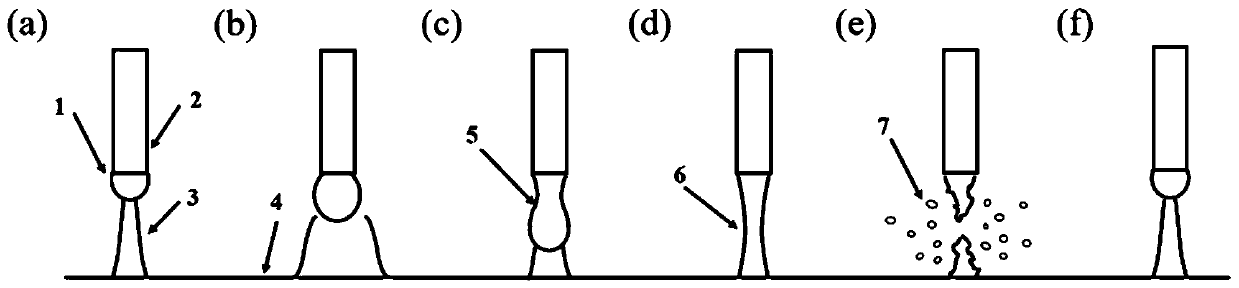
[0048] In the S-P-GMAW welding method, welding current control is the core technology to suppress spatter. like Figure 4 As shown, the present invention provides a preferred embodiment of a welding waveform control method for gas metal arc welding of nickel-based alloys. The specific control period corresponds to the welding process.
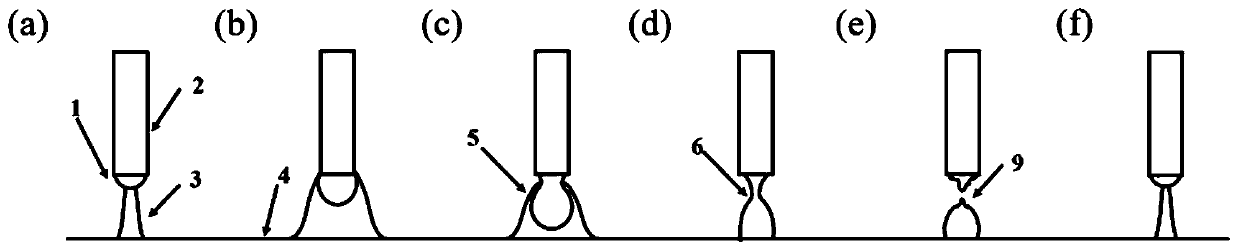
[0049] Figure 4 Stage A is the base value stage (corresponding to image 3 -a): Set the welding voltage to 20V, the welding current to 35A, and the duration t 1 Set it to 8ms to maintain stable combustion of arc 3;
[0050] Figure 4 Middle B stage is the early stage of pulse stage (corresponding to image 3 -b): Set welding voltage to 43V, welding current to 480A, duration t 2 Set it to 0.9ms, so that the welding wire 2 melts rapidly, and the droplet 1 grows rapidly;
[0051] Figure 4 Middle C stage is the late stage of pulse stage (corresponding to image 3 -c): Set welding voltage to 44V, welding current to 520A, duration t 3 Se...
Embodiment 2
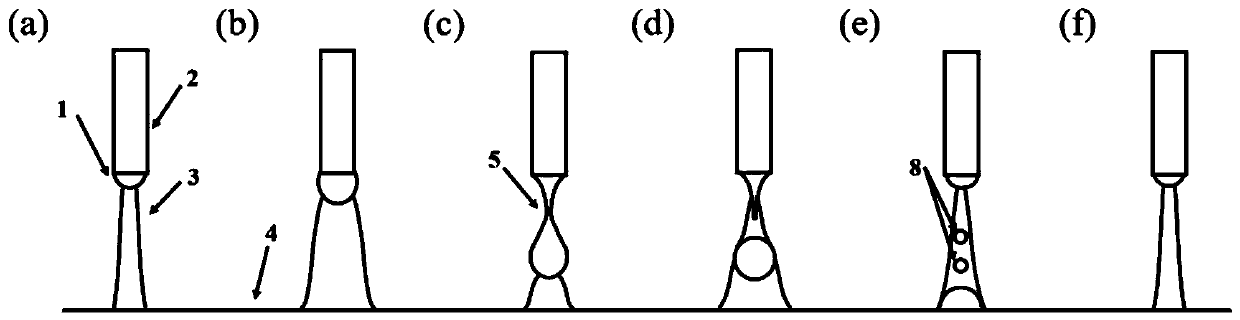
[0057] like Figure 5 As shown, another preferred embodiment of the method for controlling the welding waveform of a nickel-based alloy gas shielded metal arc welding provided by the present invention. The specific control period corresponds to the welding process.
[0058] Figure 5 Stage A is the base value stage (corresponding to image 3 -a): Set welding voltage to 21V, welding current to 40A, duration t 1 Set it to 7.5ms to maintain stable combustion of arc 3;
[0059] Figure 5 Middle B stage is the early stage of pulse stage (corresponding to image 3 -b): Set welding voltage to 41V, welding current to 460A, duration t 2 Set it to 1.0ms, so that the welding wire 2 melts rapidly, and the droplet 1 grows rapidly;
[0060] Figure 5 Middle C stage is the late stage of pulse stage (corresponding to image 3 -c): Set welding voltage to 46V, welding current to 540A, duration t 3 Set to 1.3ms, so that the droplet is elongated and necked;
[0061] Figure 5 The midd...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More