Control method for casting blank surface cracks caused by proeutectoid ferrites
A pro-eutectoid ferrite and control method technology, applied in the field of metallurgy, can solve problems such as limiting steelmaking and steel rolling connection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
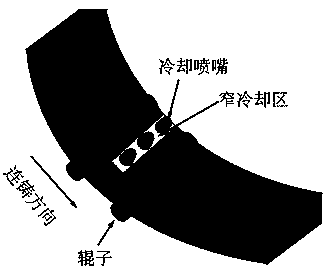
[0017] First, the infrared thermometer is used to continuously measure the surface temperature of the slab from the crystallizer to the straightening section, and then the point where the surface temperature of the slab experiences 800°C for the first time is selected as the starting point of enhanced cooling in this method; After the slab temperature range, a row of cooling water nozzles with a cooling width of 10mm is installed in this area, the cooling water flow rate is 1 L / min, and the cooling water pressure is 0.4MPa to forcefully cool the surface of the slab without affecting the internal temperature of the slab . In addition to adding a row of nozzles to the continuous casting machine, other process parameters of the continuous casting machine remain unchanged.
Embodiment 2
[0019] First, the infrared thermometer is used to continuously measure the surface temperature of the slab from the crystallizer to the straightening section, and then the point where the surface temperature of the slab experiences 800°C for the first time is selected as the starting point of enhanced cooling in this method; After the slab temperature range, a row of cooling water nozzles with a cooling width of 30mm is installed in this area, the cooling water flow rate is 1 L / min, and the cooling water pressure is 0.4MPa to forcefully cool the surface of the slab without affecting the internal temperature of the slab . In addition to adding a row of nozzles to the continuous casting machine, other process parameters of the continuous casting machine remain unchanged.
Embodiment 3
[0021] First, the infrared thermometer is used to continuously measure the surface temperature of the slab from the crystallizer to the straightening section, and then the point where the surface temperature of the slab experiences 800°C for the first time is selected as the starting point of enhanced cooling in this method; After the slab temperature range, a row of cooling water nozzles with a cooling width of 10mm is installed in this area, the cooling water flow rate is 3 L / min, and the cooling water pressure is 0.4MPa to forcefully cool the surface of the slab without affecting the internal temperature of the slab . In addition to adding a row of nozzles to the continuous casting machine, other process parameters of the continuous casting machine remain unchanged.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More