

Automatic distinguishing control method for maximum heating temperature of steel rolling heating furnace
A technology of heating temperature and control method, applied in the field of steel rolling, can solve problems such as reducing productivity, affecting production rhythm, and lacking better management methods, and achieves the effect of improving product quality and realizing fine control.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
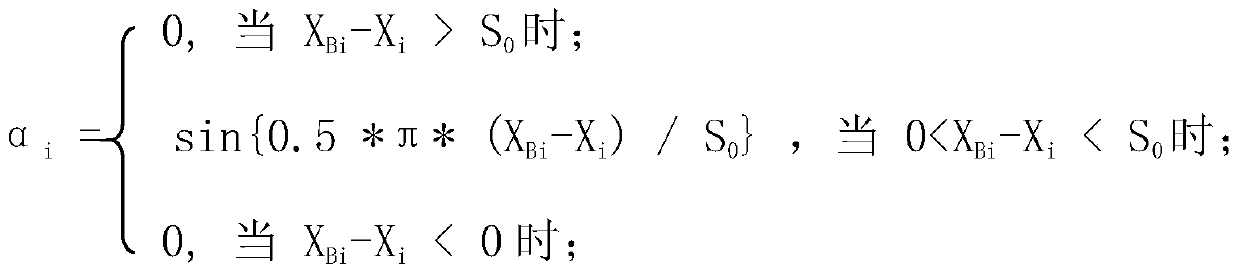
[0022] In this implementation, 20 billets are selected for testing, the first 10 are 304 steel billets, and the last 10 are 316L steel billets. Taking the last burner control area of the last section of the heating furnace as an example, the second-stage combustion control system of the heating furnace calculates the initial temperature setting T 0 = 1253°C. According to process requirements, the maximum heating temperature requirement of 304 steel grade is artificially given T im(304) =1245℃, 316L steel grade maximum heating temperature requirement T im(316L) = 1240°C. When the burner control area is all 304 steel:
[0023] T limit(304) =Σ(α i* T im(304) ) / Σα i =Σα i / Σα i *1245=1245℃;
[0024] According to the formula T final =min(T 0 , T limit(304) )
[0025] Get T final(304) =min(1253,1245)=1245℃
[0026] In the same way, when the burner control area is all 316L steel:
[0027] T limit(316L) =Σ(α i* T im(316L) ) / Σα i =Σα i / Σα i *1240=1240℃;
[0028] According to the fo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More