Method for repairing turbine guide using laser additive
A turbine guide, laser additive technology, applied in the direction of additive processing, process efficiency improvement, energy efficiency, etc., can solve the problems of blade oxidation and corrosion, parts deformation, easy to burn out, etc., to achieve fast repair speed, Good repair quality and strong bonding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
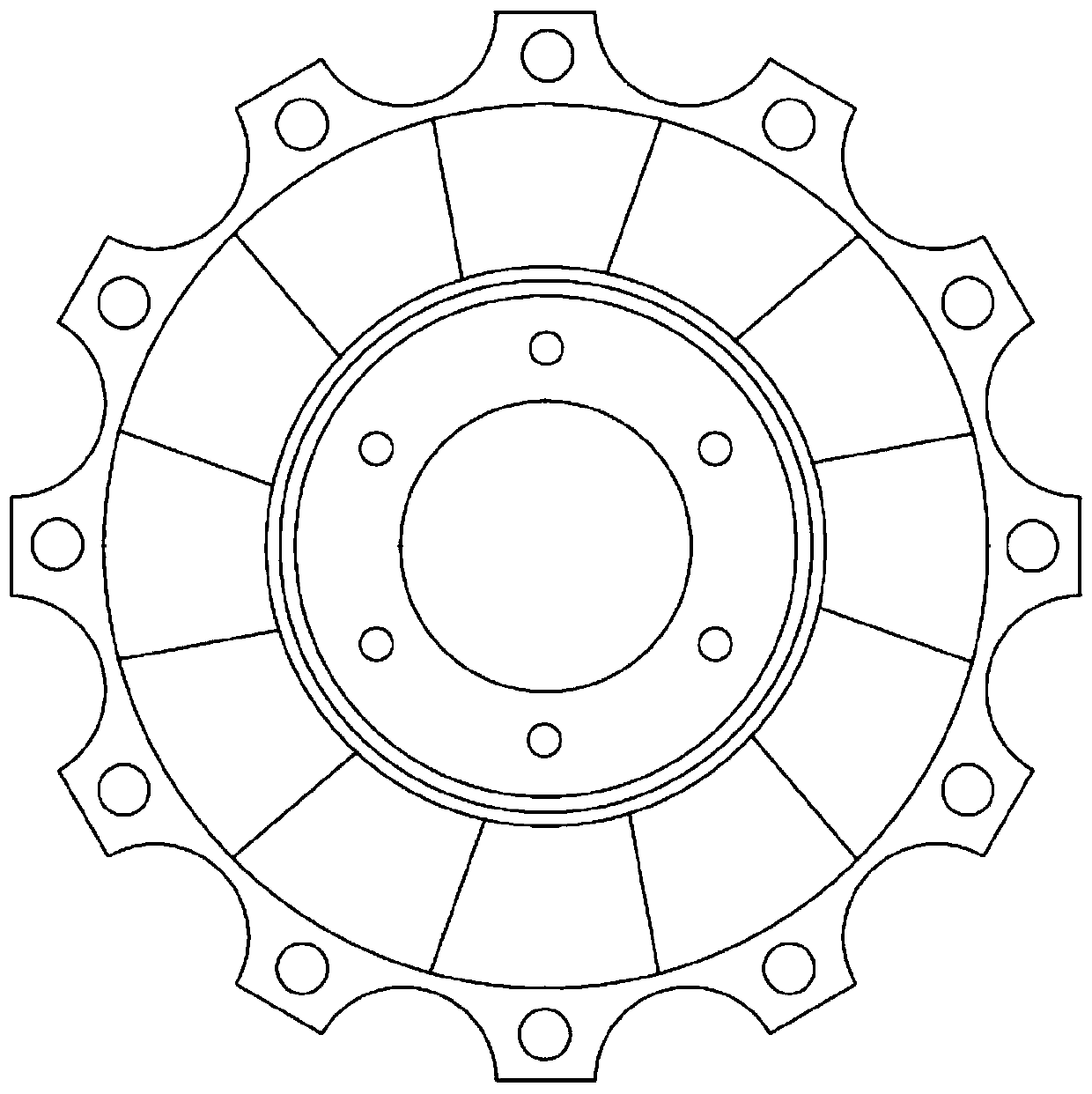
[0026] The turbine guider is repaired by laser additive repair method, and the matrix material is GH3536 alloy.
[0027] This embodiment includes the following steps:
[0028] After the repairable evaluation of the damaged part is determined to be repairable, laser additive repair is carried out, and the following specific steps are implemented:
[0029] S1. Perform fluorescence detection on the damaged guide and take pictures to record the defect location; specifically, use the fluorescence detection guide, focus on observing the blade wear and outer ring wear, and take pictures to record the defect position;
[0030] S2. Clean the surface of the guide, remove defects with a grinding gun under fluorescent light, polish off the wear layer and oxide layer with a file and sandpaper, and then put it into an ultrasonic cleaner for 10 minutes to remove oil stains and grinding debris that affect the repair quality , and possible residual fluorescent liquid, and then dried by compre...
Embodiment 2
[0041] The turbine guider is repaired by laser additive repair method, and the matrix material is GH3536 alloy.
[0042] This embodiment includes the following steps:
[0043] After the repairable evaluation of the damaged part is determined to be repairable, laser additive repair is carried out, and the following specific steps are implemented:
[0044] S1. Perform fluorescence detection on the damaged guide and take pictures to record the defect location; specifically, use the fluorescence detection guide, focus on observing the blade wear and outer ring wear, and take pictures to record the defect position;
[0045] S2. Clean the surface of the guide, remove defects with a grinding gun under fluorescent light, polish off the wear layer and oxide layer with a file and sandpaper, and then put it into an ultrasonic cleaner for 10 minutes to remove oil stains and grinding debris that affect the repair quality , and possible residual fluorescent liquid, and then dried by compre...
Embodiment 3
[0056] The turbine guider is repaired by laser additive repair method, and the matrix material is GH3536 alloy.
[0057] This embodiment includes the following steps:
[0058] After the repairable evaluation of the damaged part is determined to be repairable, laser additive repair is carried out, and the following specific steps are implemented:
[0059]S1. Perform fluorescence detection on the damaged guide and take pictures to record the defect location; specifically, use the fluorescence detection guide, focus on observing the blade wear and outer ring wear, and take pictures to record the defect position;
[0060] S2. Clean the surface of the guide, remove defects with a grinding gun under fluorescent light, polish off the wear layer and oxide layer with a file and sandpaper, and then put it into an ultrasonic cleaner for 10 minutes to remove oil stains and grinding debris that affect the repair quality , and possible residual fluorescent liquid, and then dried by compres...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



