

A self-lubricating micro-stir friction welding method with welding friction restraint
A micro-stirring and friction welding technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve problems such as deformation, welding failure, and difficulty in welding workpiece assembly, reduce post-weld deformation, increase heat input, Realize the effect of high-speed welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
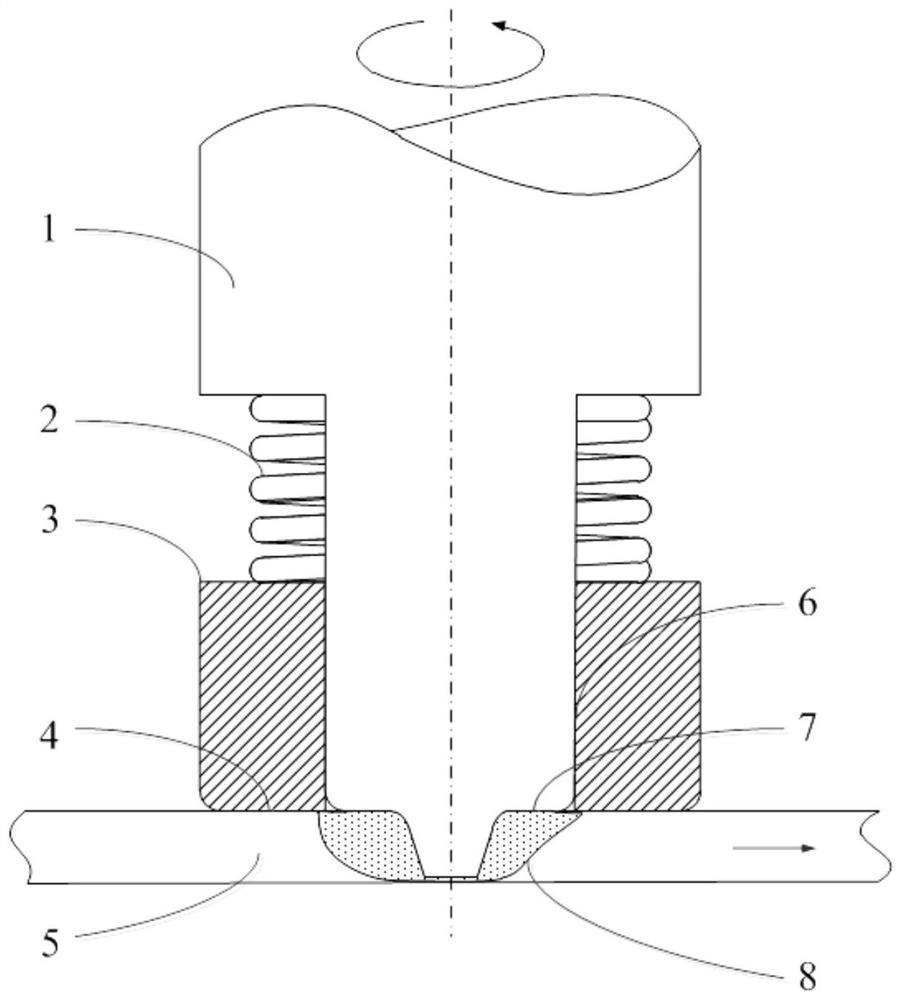
[0019] Specific implementation mode one: combine figure 1 Describe this embodiment, this embodiment includes traditional micro-friction stir welding stirring head 1, welding thickness 0.5mm, stirring needle length 0.45mm, stirring head shaft shoulder diameter 3.6mm, auxiliary shaft shoulder 3 outer diameter 20mm, auxiliary shaft shoulder 3 The connection surface 6 with the stirring head 1 adopts two symmetrical limiting rib grooves for torque transmission; the spring 2 has 4 turns, an outer diameter of 18mm, and provides a pressing force of 3kg under normal welding compression. On the upper part of the stirring head 1, it is connected with the welding machine tool through a quick chuck. The welding speed is 10000rpm, the welding speed is 1.5m / min, and the pressing amount is 0.03mm. The auxiliary shoulder 3 is made of PEEK composite material, and the outer edge of the contact end surface 4 is chamfered with R2 to form a shape convex from the outside to the inside. The contact ...
specific Embodiment approach 2
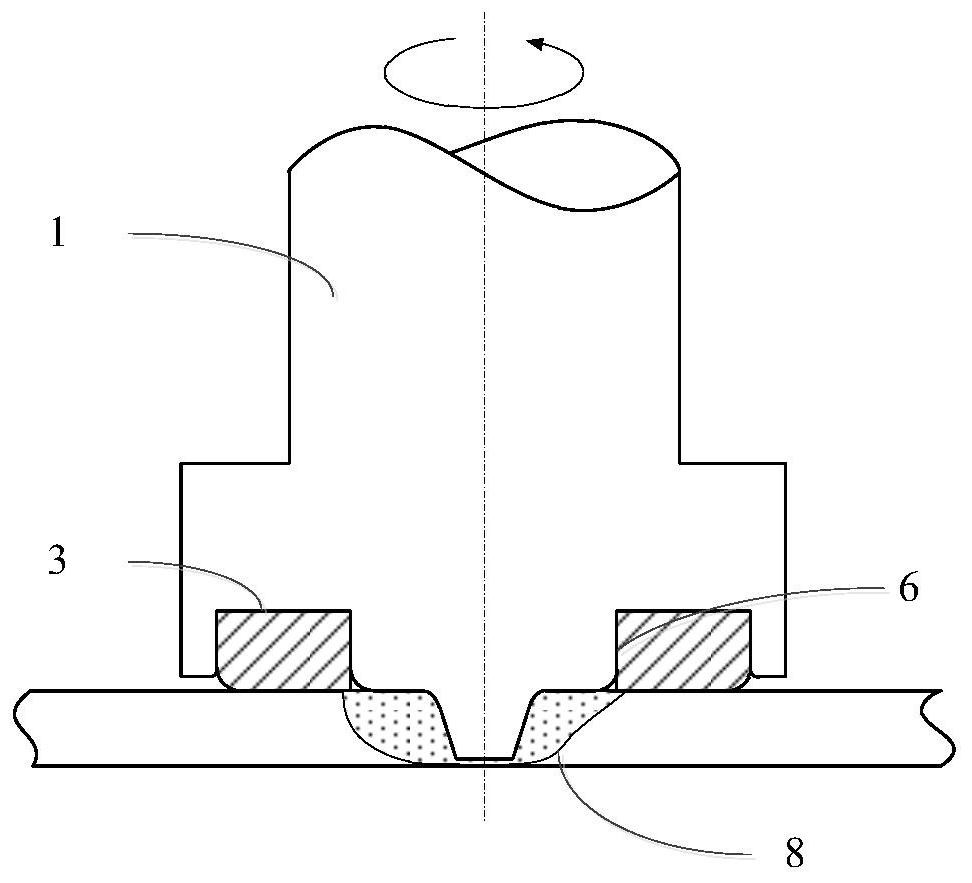
[0020] Specific implementation mode two: combination figure 2 Describe this embodiment. This embodiment includes a traditional micro-friction stir welding stirring head 1 with a welding thickness of 1 mm. On the outside of the shoulder of the stirring head 1, an annular cavity is added, and the cavity is embedded with a self-lubricating material as an auxiliary shoulder. 3. The connecting end face 6 of the auxiliary shaft shoulder 3 and the stirring head 1 adopts a tight fit and two symmetrical limit rib grooves for connection and torque transmission. The diameter of the shaft shoulder of the stirring head is 6mm, the diameter of the stirring needle is 2.5mm, and the length of the stirring needle is 0.9mm mm, the outer diameter of the auxiliary shoulder is 30mm, the welding speed is 8000rpm, the welding force is 0.06mm, and the welding speed is 1m / min. The pressing force of the auxiliary shoulder in this embodiment is controlled by the amount of pressing down of the stirring ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thermal resistance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More