

Carburization heat treatment control method for Spiral bevel gear
A technology of spiral bevel gear and control method, applied in heat treatment furnaces, heat treatment equipment, manufacturing tools, etc., can solve problems such as processing influence, immature carburized layer depth, influence product quality, etc., and achieve reasonable process technology and controlled infiltration. Depth of carbon layer and effect of quenching deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] An aviation product spiral bevel gear requires a carburized depth of 1.25-1.45mm, a carburized surface hardness of 63-67HRC, a carburized layer depth of 0.8-1.0mm, and a carburized surface hardness of ≥60HRC. , After quenching, the ellipticity of the inner hole is ≤0.10.
[0032] The raw material of the spiral bevel gear in this embodiment is 15Cr14Co12Mo5Ni steel.
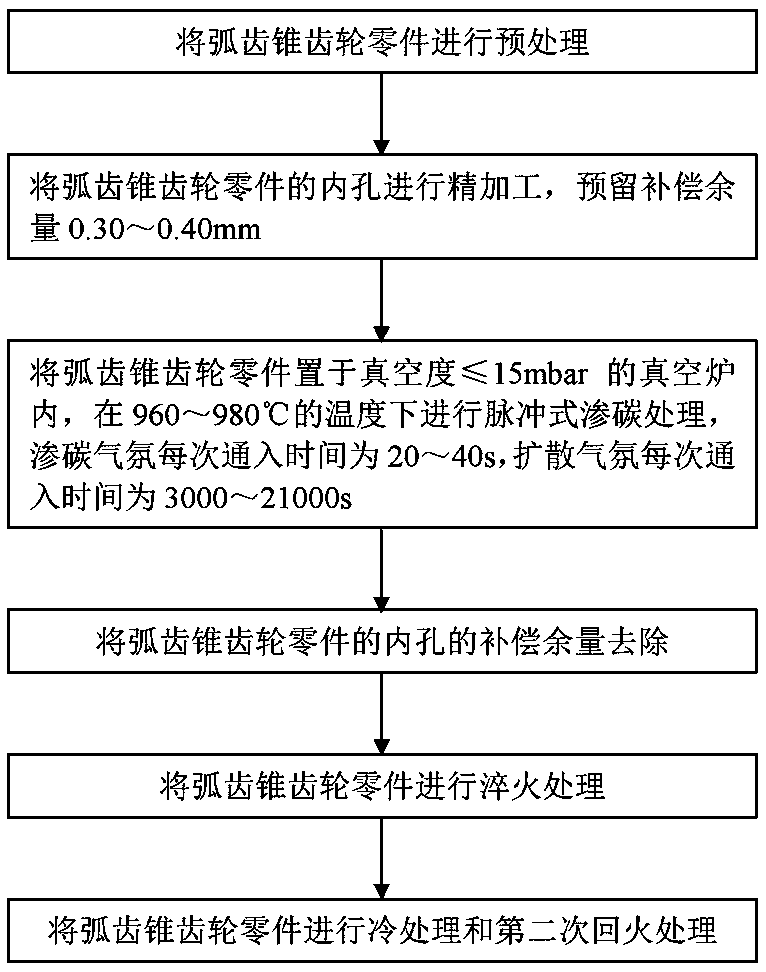
[0033] Such as figure 1 As shown, the carburizing heat treatment control method of a spiral bevel gear in this embodiment includes the following steps:
[0034] (1) The tooth part of the spiral bevel gear part has been processed before copper plating, and the inner hole has been processed to a predetermined size for subsequent copper plating.
[0035] (2) The surface of the spiral bevel gear parts is protected by copper plating except for the teeth, and the thickness of the copper layer is 0.03-0.05mm (0.035mm in this embodiment).
[0036] (3) Finishing the carburized area of the inner hole of the spir...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More