

A kind of pipe joint welding process
A technology of casing joint and welding process, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems of pipeline leakage, incomplete cleaning of impurities, and fast cooling speed.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
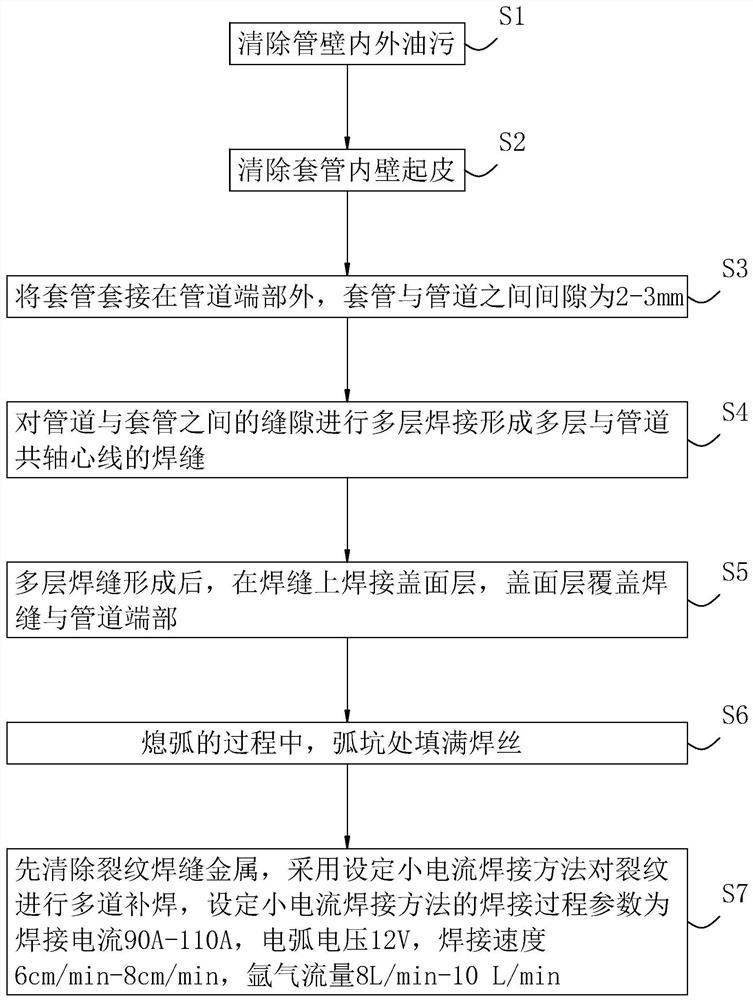
[0038] refer to figure 1 , is a casing joint welding process of a pipeline disclosed by the present invention, comprising the following steps:
[0039] S1: Remove oil stains inside and outside the pipe wall. Remove the oil, dust and other impurities inside and outside the pipe wall of the pipe 1, especially the oil left when the pipe is bent needs to be thoroughly cleaned, otherwise there will be bubbles, impurities, cracks in the weld, and the weld will not meet the standard.
[0040] S2: Remove the peeling on the inner wall of casing 2. Use an angle grinding wheel to remove the peeling phenomenon on the inner wall of the casing 2. If the peeling part cannot be completely removed, replace the casing 2 to prevent the generation of low melting point eutectics.
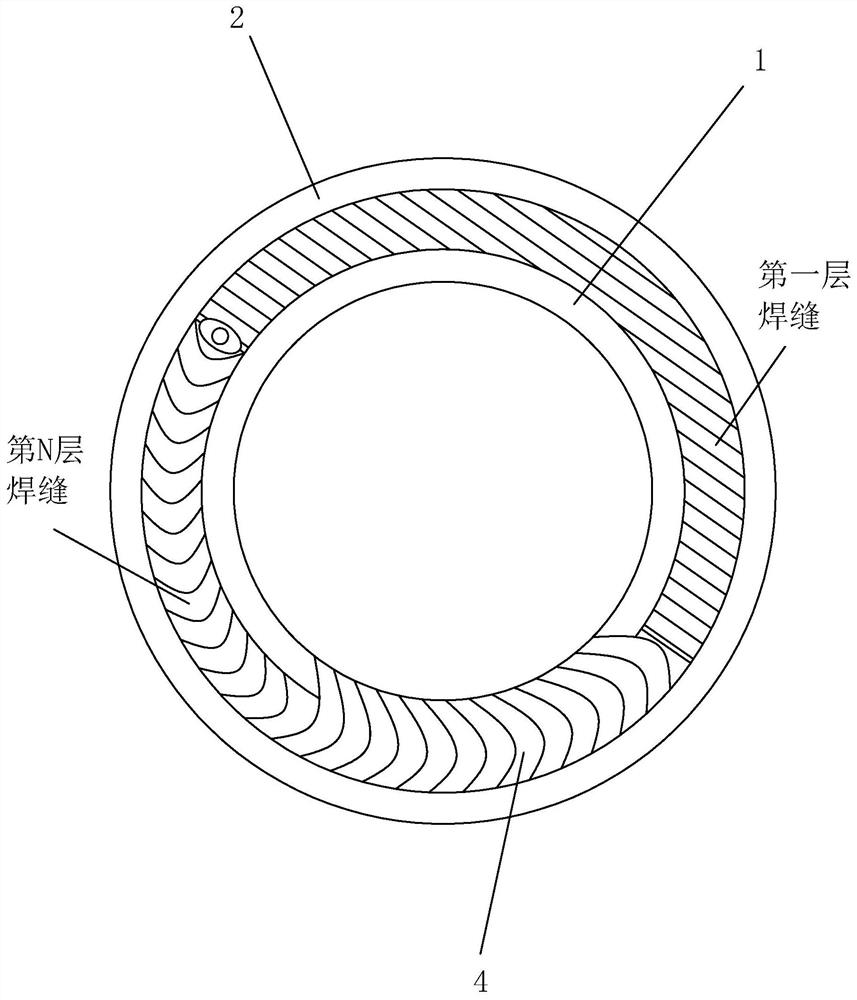
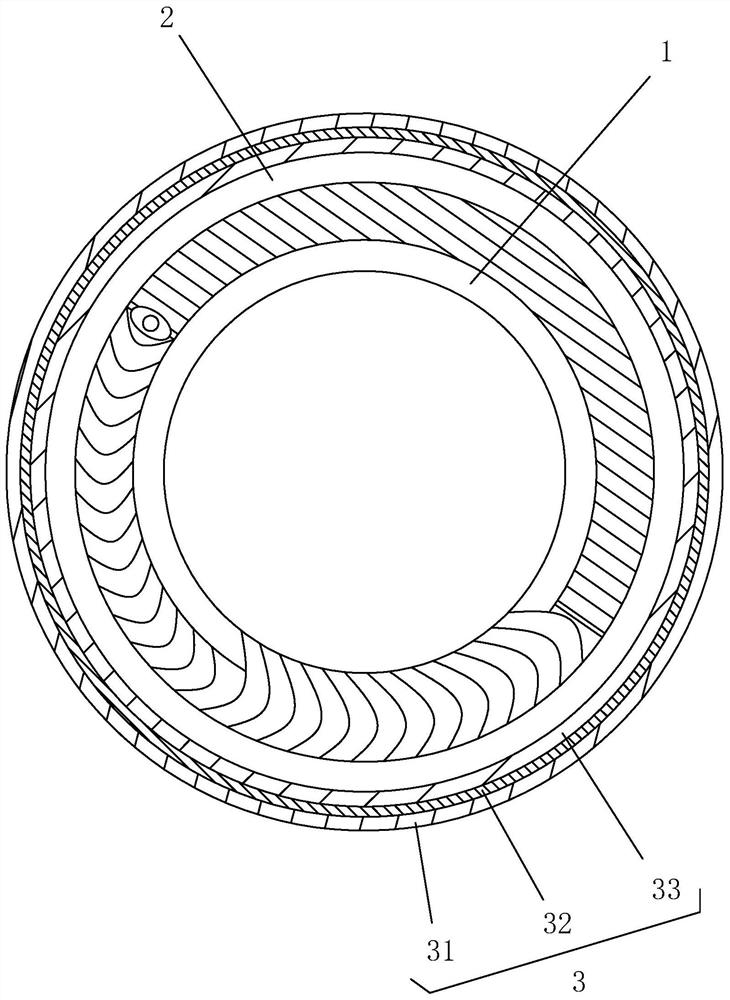
[0041] S3: Sleeve the sleeve 2 outside the end of the pipe 1, and the gap between the sleeve 2 and the pipe 1 is 2 mm. Such as figure 2 and image 3 As shown, when welding, a layer of insulation pipe 3 is placed o...
Embodiment 2
[0048] A casing joint welding process for pipes, the difference from Embodiment 1 is that the gap between the casing 2 and the pipe 1 is 2.5mm. The welding process parameters in step S4 are as follows: first layer: welding current 110A, arc voltage 12V, welding speed 7cm / min, argon gas flow 9L / min; other layers: welding current 130A, arc voltage 15V, welding speed 5.5cm / min min, argon flow rate 11L / min. S7: First remove the cracked weld metal, and use the set low current welding method to repair the cracks in multiple passes. The welding process parameters of the low current welding method are set as welding current 100A, arc voltage 12V, welding speed 7cm / min, argon Air flow 9L / min. In multi-pass repair welding, the next repair welding is performed when the temperature after the previous repair welding drops to within 55°C.
Embodiment 3
[0050] A casing joint welding process for pipes, the difference from Embodiment 1 is that the gap between the casing 2 and the pipe 1 is 3 mm. The welding process parameters in step S4 are as follows: first layer: welding current 110A, arc voltage 12V, welding speed 8cm / min, argon gas flow rate 10L / min; other layers: welding current 130A, arc voltage 15V, welding speed 6cm / min , Argon gas flow rate 12L / min. S7: First remove the cracked weld metal, and use the set low current welding method to repair the cracks in multiple passes. The welding process parameters of the low current welding method are set as welding current 110A, arc voltage 12V, welding speed 8cm / min, argon The air flow rate is 10L / min. In multi-pass repair welding, the next repair welding is performed when the temperature after the previous repair welding drops to within 60°C.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More