

Core layer pulp for packaging paperboard, and packaging paperboard
A packaging cardboard and core layer technology, applied in the field of papermaking, can solve problems such as poor strength, and achieve the effects of high strength, high stiffness, and improved interweaving ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
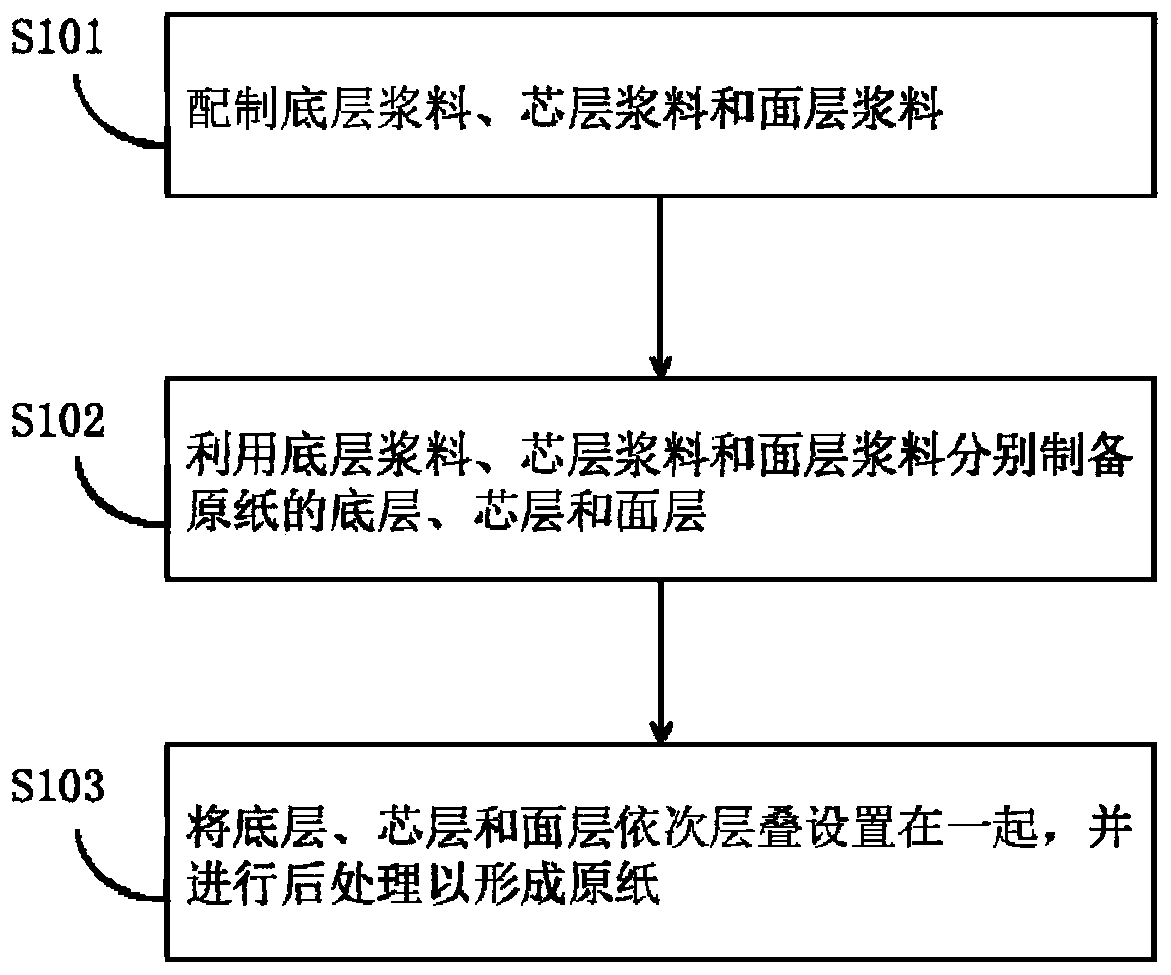
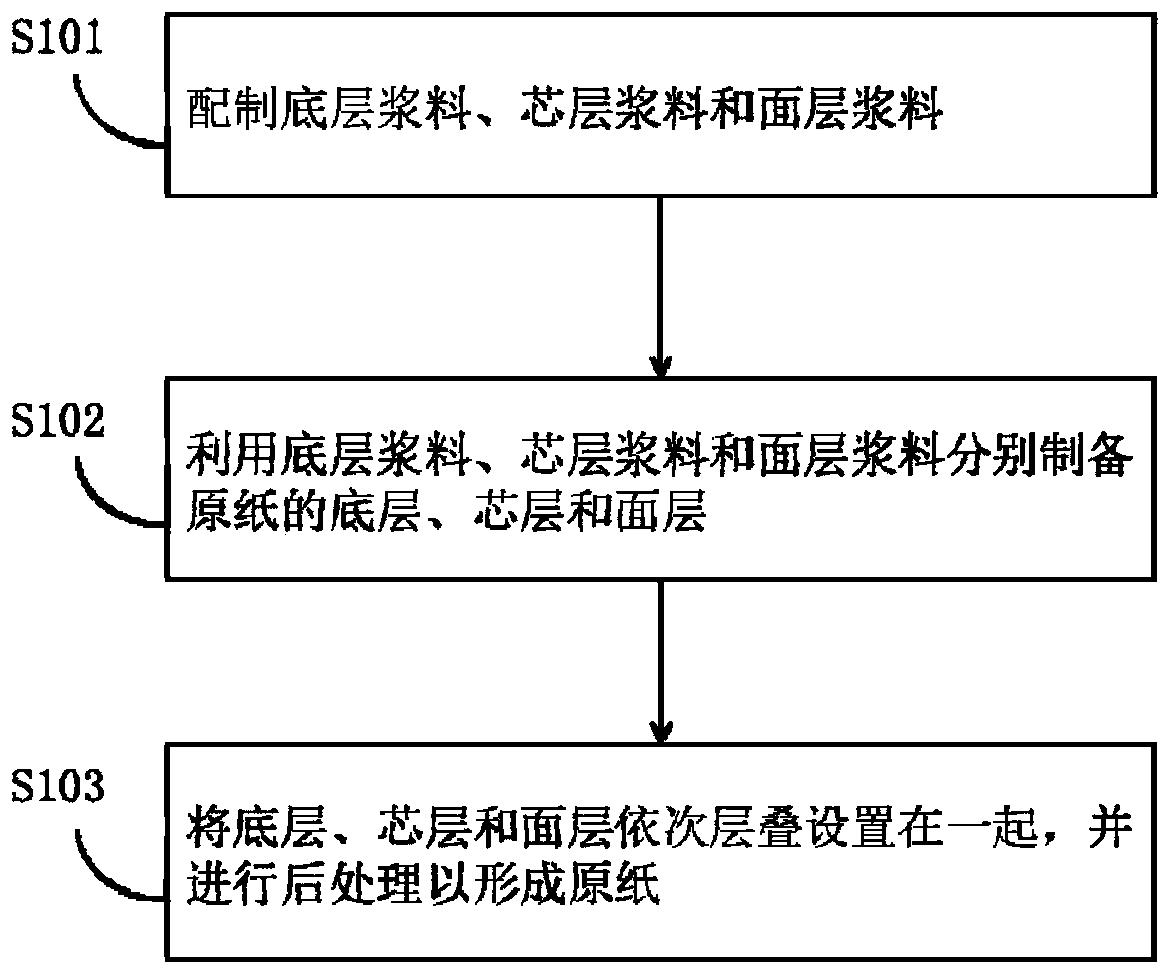
[0017] The following will clearly and completely describe the technical solutions in the embodiments of the present application with reference to the accompanying drawings in the embodiments of the present application. Obviously, the described embodiments are only part of the embodiments of the present application, not all of them. Based on the embodiments in this application, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the scope of protection of this application.
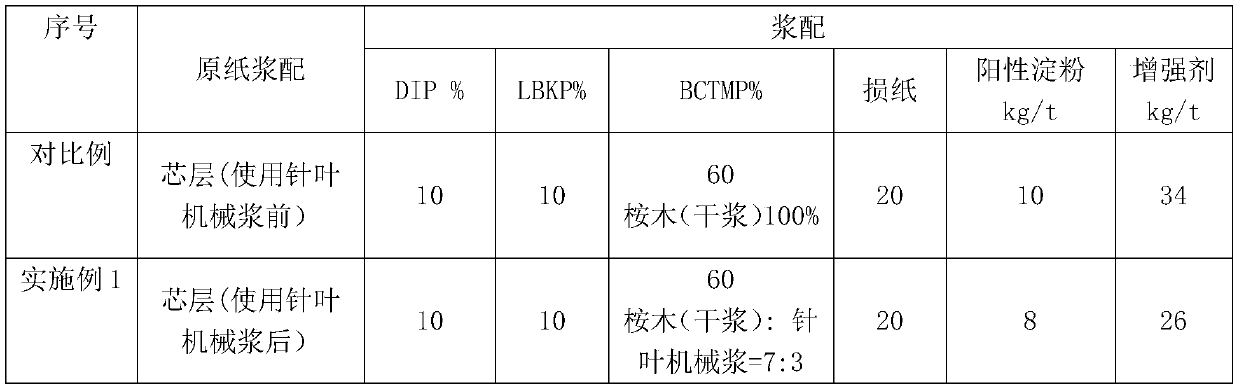
[0018] An embodiment of the present application provides a core layer pulp for packaging cardboard, the core layer pulp includes bleached chemical thermomechanical pulp (BCTMP), and the bleached chemical thermomechanical pulp includes coniferous mechanical pulp. The dry mass percentage of the chemithermomechanical pulp is 25%-30%.
[0019] The core layer slurry of the present application is added with coniferous mechanical pulp. The fiber length o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Bulk | aaaaa | aaaaa |
| Freeness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More