

Hot rolled wire rod used for welding wire and production method of hot rolled wire rod
A technology of hot-rolled wire rod and production method, which is applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., and can solve the problem of uneven deformation of wire rod, broken wire during drawing, and affecting the continuity of high plasticity of wire rod and other problems, to achieve the effect of reducing macro and micro segregation and improving uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] In one embodiment of the present invention, a hot-rolled wire rod for welding wire is provided. The chemical composition of the hot-rolled wire rod for welding wire includes: C, 0.060-0.075%; Si, 0.80-0.88%; Mn , 1.40~1.48%; P≤0.013%, S≤0.010%, Ti, 0.005~0.020%, the balance is Fe and unavoidable impurities.
[0027] And preferably, the chemical composition of the hot-rolled wire rod for welding wire further includes: Cr+Ni+Cu+Mo≤0.05% by weight percentage; and,
[0028] Its carbon equivalent Ceq=[C]+[Mn] / 6+[Si] / 24+[Ni] / 40+[Cr] / 5+[Mo] / 4+[V] / 14≤0.35.
[0029] Wherein, in the above formula of carbon equivalent Ceq, square brackets "[]" represent the weight percentage of elements therein, for example [C] represents the weight percentage of C.
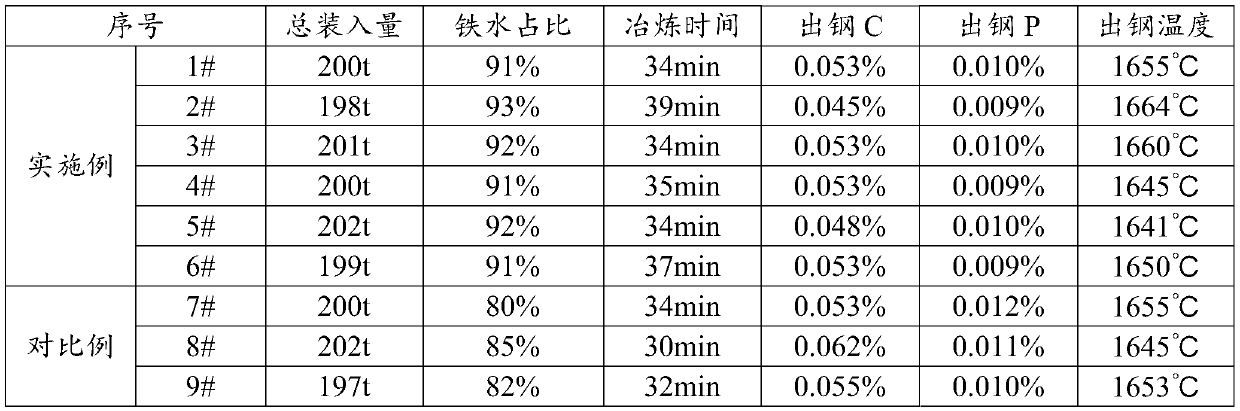
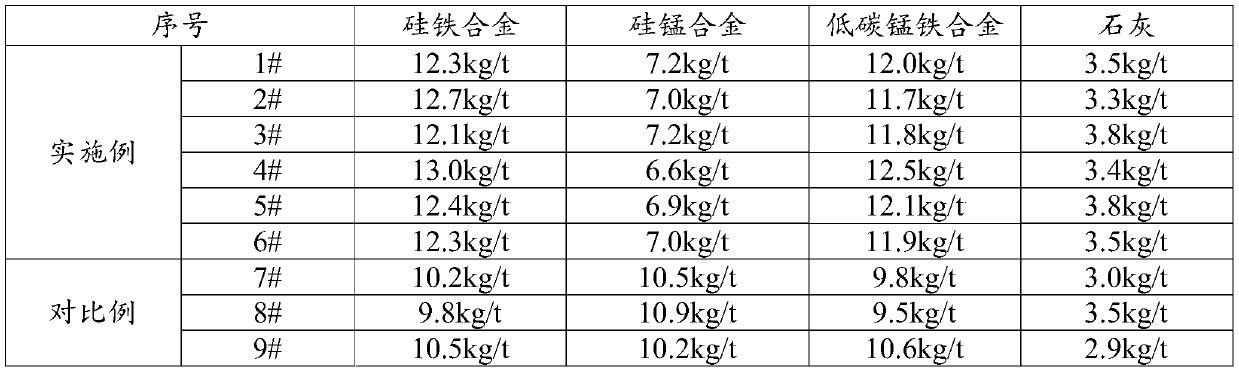
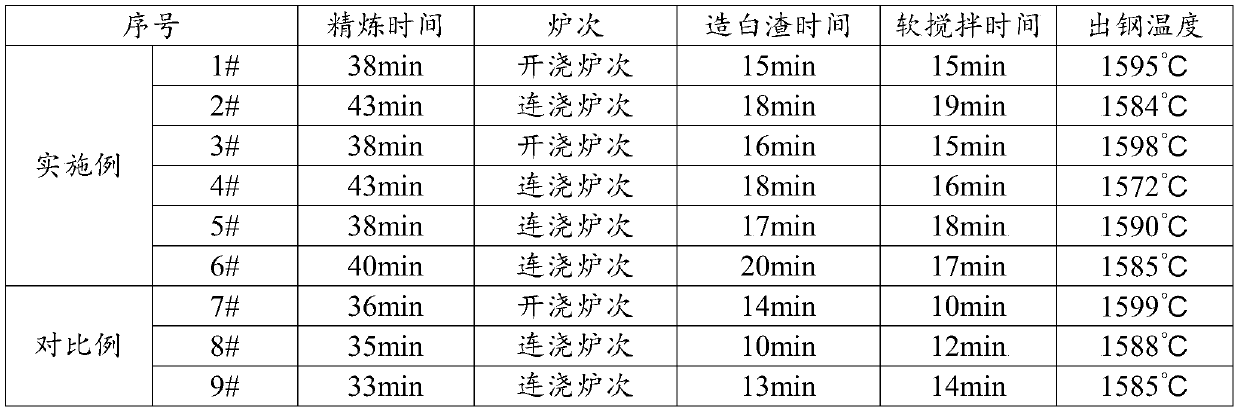
[0030] Further, this embodiment also provides a production method of the hot-rolled wire rod for welding wire, through the sequential molten steel smelting process, refining process, casting process, heating process, temperature-contr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| reduction of area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More