Method for machining gear parts from gear round steel and gear parts
A technology of gears and round steel, applied to components with teeth, belts/chains/gears, manufacturing tools, etc., can solve problems such as unguaranteed, reduced gear hardness dispersion, and uncontrollable risks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1~3 and comparative example 1~9
[0109] A gear part is provided, which is prepared according to the following preparation steps.
[0110] The chemical components of Examples 1-3 and Comparative Examples 1-9 are formulated according to Table 1.
[0111] First, the preparation of gear round steel includes:
[0112] The first step: converter smelting;
[0113] The second step: refining outside the furnace;
[0114] The third step: RH vacuum degassing;
[0115] The fourth step: billet continuous casting;
[0116] The fifth step: heating and rolling.
[0117] Then, processing the prepared gear round steel into gear parts, including: heating, forging and isothermal normalizing the gear round steel;
[0118] Isothermal normalizing includes: heating homogenization, cooling and air cooling.
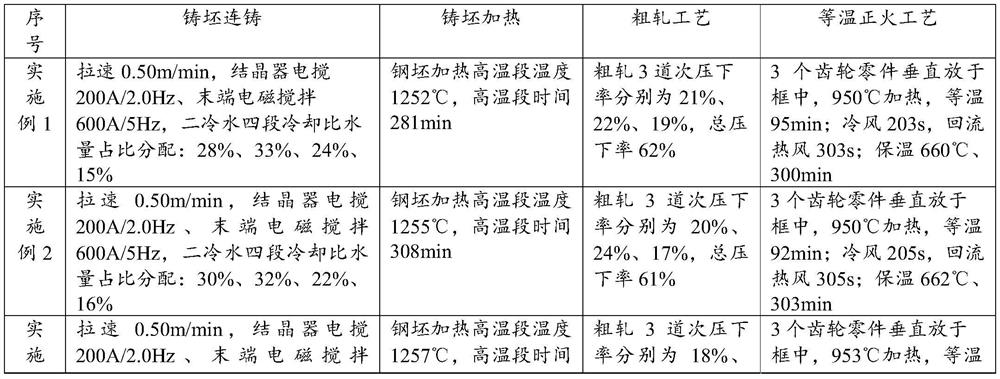
[0119] The specific parameters of slab continuous casting process, slab heating process, rough rolling process and isothermal normalizing process are shown in Table 2.
[0120] The chemical composition (wt%) of table 1 gea...
experiment example
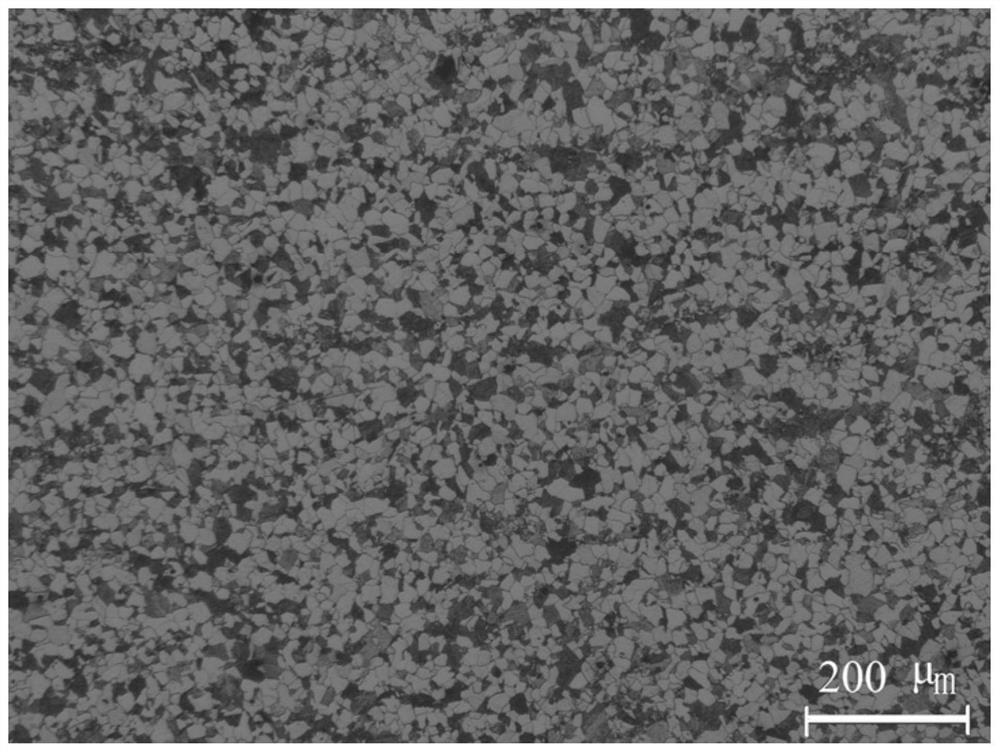
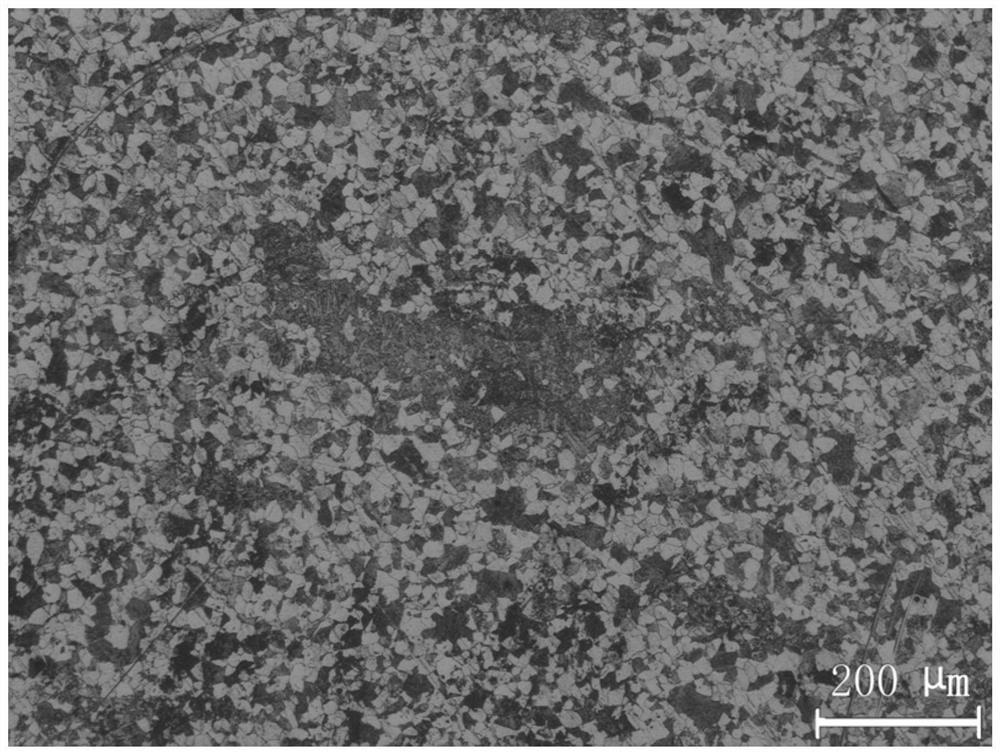
[0126] 1. The morphology of the gear parts provided in Example 2 and Comparative Example 6 was detected by a scanning electron microscope.
[0127] See the test results in the attached figure 1 and 2 . figure 1 The microscopic morphology of the gear parts provided in Example 2 is shown. figure 2 The microscopic morphology of the gear parts provided in Comparative Example 6 is shown. From figure 1 It can be seen that the structure of the gear part provided by Example 2 only includes F ferrite phase and P pearlite structure. And the F ferrite phase and P pearlite structure are uniform. And the gear parts provided by comparative example 6, thus figure 2 As can be seen, figure 2 There is a large dark area in the middle part, and the whole structure is very uneven. The essence is that the structure of the gear part of Comparative Example 6 not only includes F ferrite phase and P pearlite structure, but also includes granular B, so that The organization of the entire gear...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More