

Insulated wire and method of manufacture, coil or winding
A technology of insulated wires and manufacturing methods, which is applied in the field of electromagnetic wires, can solve problems such as the intolerance to bending of inorganic ceramic insulated wires, poor high-temperature insulation performance of wires, etc., and achieve the ability to maintain electrical conductivity, good bending resistance, and good high-temperature insulation performance effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
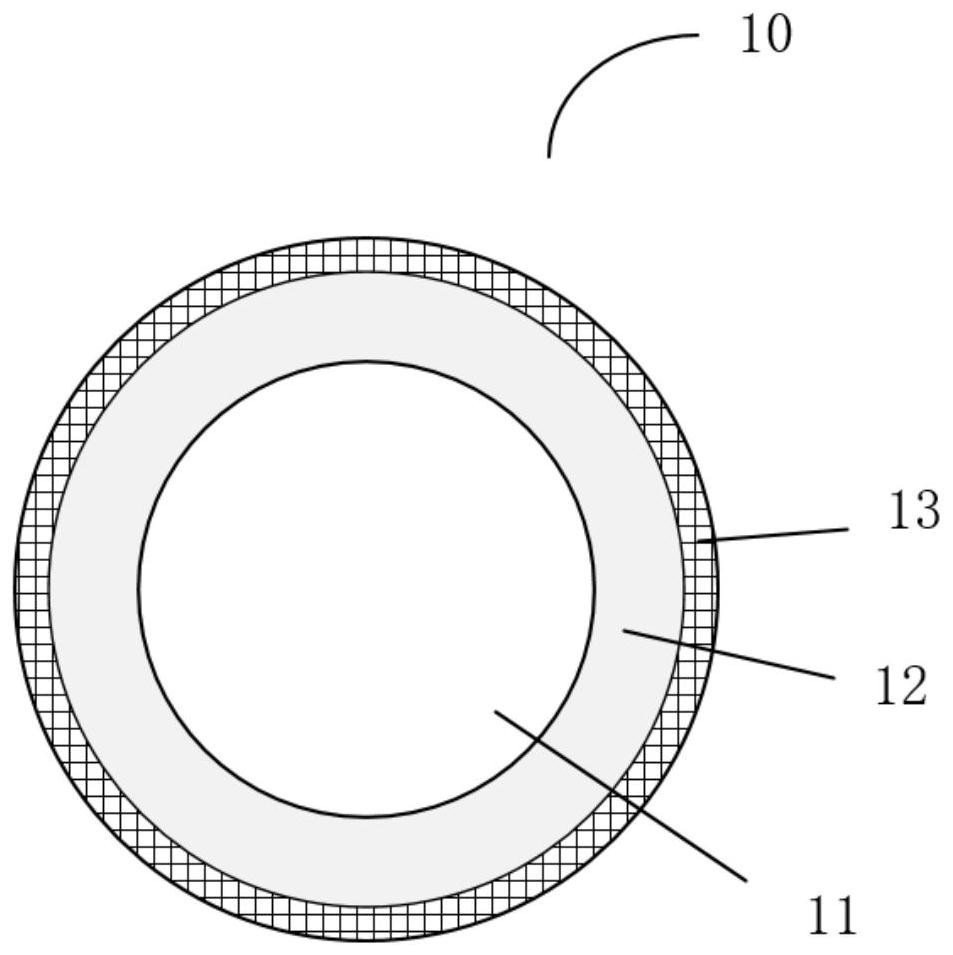
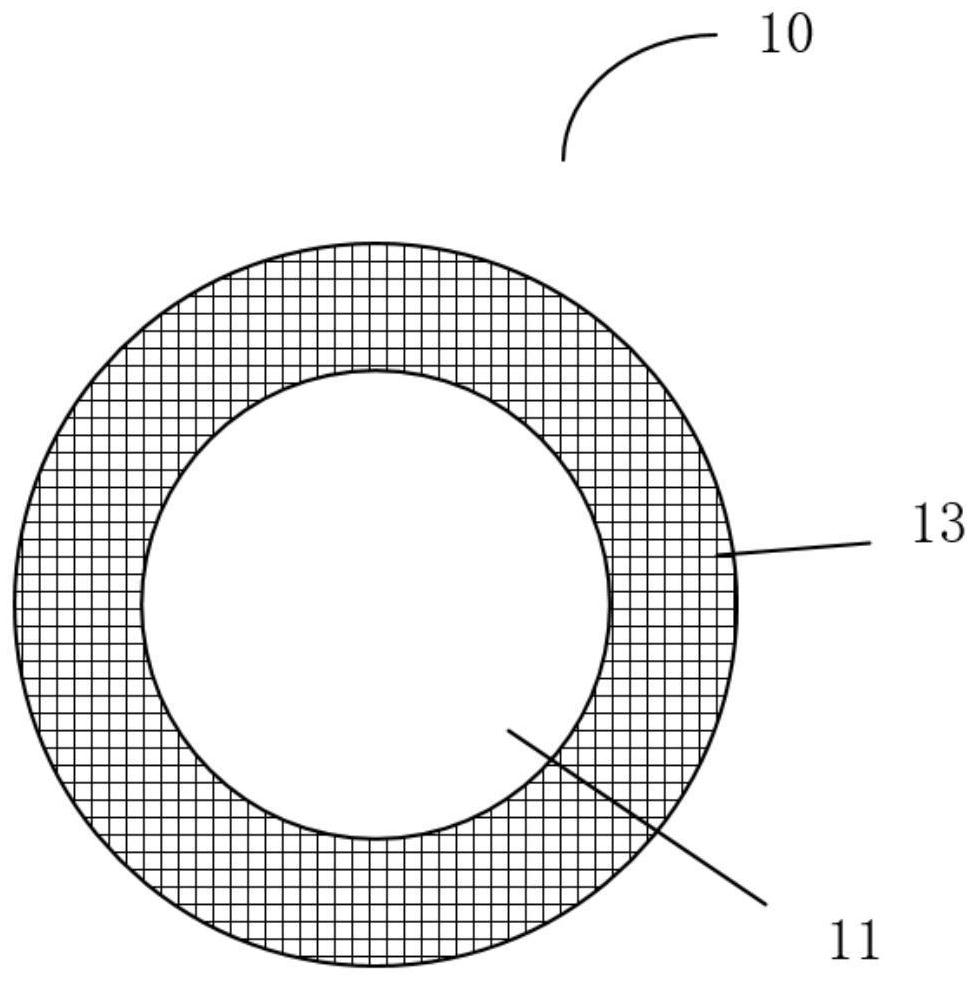
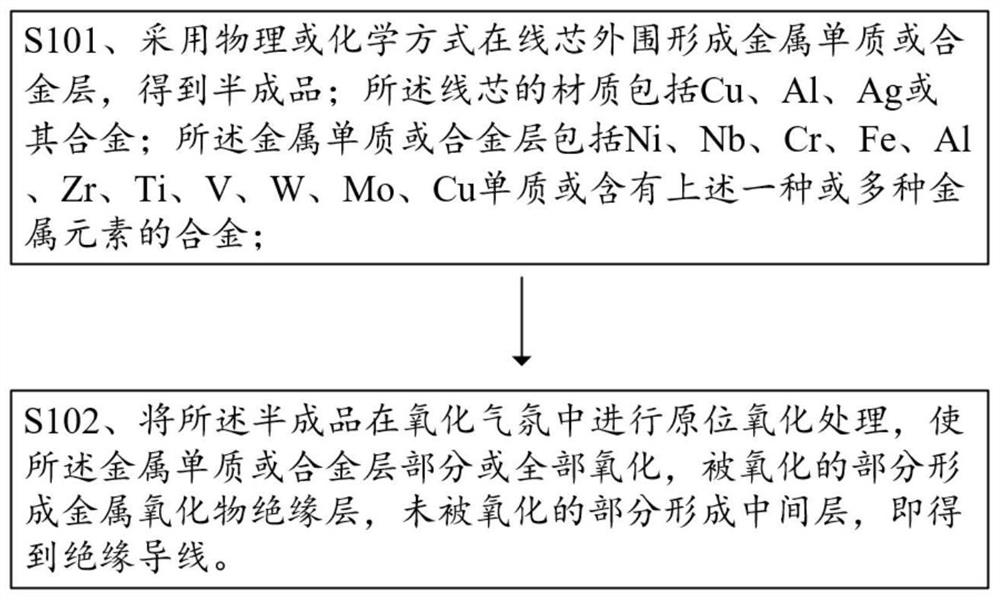
Method used
Image

Examples
Embodiment 1
[0086] A method for preparing an insulated wire, comprising:
[0087] 1. Choose 2520 stainless steel seamless pipe as the casing material, the inner diameter of the stainless steel casing is 20.1mm, and the wall thickness is 1mm; after alkali cleaning the inner wall of the stainless steel casing, conduct ultrasonic waves in pure water at 30°C to 40°C wash, then air dry;
[0088] 2. Select a copper rod with a diameter of 20.0mm for surface treatment, remove scale, and then insert it into the inner hole of the cleaned stainless steel casing in step 1 to form a 2520 stainless steel / Cu composite blank; and use copper at one end of the stainless steel casing sheet welding back cover;
[0089] 3. The composite billet was annealed at 800°C, and then hot-extruded at 400°C under high pressure, with a hot-extrusion rate of 2.6mm / min, and finally made into 2520 stainless steel / Cu composite rods;
[0090] 4. The composite bar is drawn for multiple passes with a deformation rate of 3-9% ...
Embodiment 2
[0094] A method for preparing an insulated wire, comprising:
[0095] 1. Select Nb tube as the casing material. The inner diameter of the Nb tube is 25.0mm and the wall thickness is 5mm; after alkali cleaning the inner wall of the Nb tube, perform ultrasonic cleaning in pure water at 30°C to 40°C, and air dry;
[0096] 2. Select a copper rod with a diameter of 25.0mm for surface treatment, remove the scale, and put it into the inner hole of the treated Nb tube under heating to form a Nb / Cu composite blank; one end of the Nb tube is welded with a copper sheet to seal the bottom;
[0097] 3. The composite billet was annealed at 750°C, and then hot-extruded at 300°C under high pressure, with a hot-extrusion rate of 4.2mm / min, and finally made into Nb / Cu composite rods;
[0098] 4. The composite bar is drawn for multiple passes with a deformation rate of 6-15% per pass and a rate of 10-20m / min, and intermittent annealing is carried out. After rough drawing, medium drawing and fine...
Embodiment 3
[0102] A method for preparing an insulated wire, comprising:
[0103] 1. Select a pure copper wire with a diameter of 0.9mm after drawing and annealing, pickle the surface, then ultrasonically clean it in pure water, and then dry it;
[0104] 2. Heat the aluminum-magnesium alloy material to 560°C-580°C in the vacuum reactor to make it fully melt; immerse the pure copper wire from the Φ0.9mm inlet at the upper end of the reactor into the molten aluminum at a speed of 5-10m / min , and then pass through the Φ0.910mm outlet at the lower end of the reactor; after soaking, a layer of 10μm thick aluminum alloy layer is formed on the surface of the copper wire, and the diameter of the composite wire is 0.910mm;
[0105] 3. Carry out hard anodic oxidation treatment on the composite wire to form an aluminum oxide layer. The parameters of the anodic oxidation treatment are: use a sulfuric acid anodizing solution with a concentration of 180-200g / L, an oxidation temperature of 15-18°C, and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More