

High-strength high-ductility spring steel used in high-temperature and high-pressure conditions and production method of high-strength high-ductility spring steel used in high-temperature and high-pressure conditions
A high-temperature, high-pressure, production method technology, applied in the field of metal smelting, can solve the problems that the heat resistance performance needs to be further improved, achieve high yield ratio, improve tensile strength and fatigue strength, and reduce the effect of high temperature tempering brittleness tendency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0063] The specific production process of spring steel in this embodiment is: electric arc furnace smelting→LF furnace refining→RH or VD vacuum degassing→round billet continuous casting→square billet rolling→finishing peeling→high-speed wire rod rolling→Stelmore Cooling line slow cooling → Φ6.5 ~ 25mm wire rod finished product → wire rod quenching and tempering treatment.
[0064] Wherein, during the high-speed wire rod rolling, the heating temperature of the high-speed wire rod heating furnace is 980-1050°C, preferably 1000-1030°C. The time for the billet in the furnace is ≤120min, preferably 100min. During wire rod rolling, the starting rolling temperature is 880-980°C, preferably 900-920°C; the final rolling temperature is 750-830°C, preferably 780-810°C; the spinning temperature is 830-860°C, preferably 840-850°C.
[0065] The wire rod rolling adopts high speed, no torsion and small tension rolling. During rolling, the billet heating temperature is controlled at ≤1050°C, ...
Embodiment 2
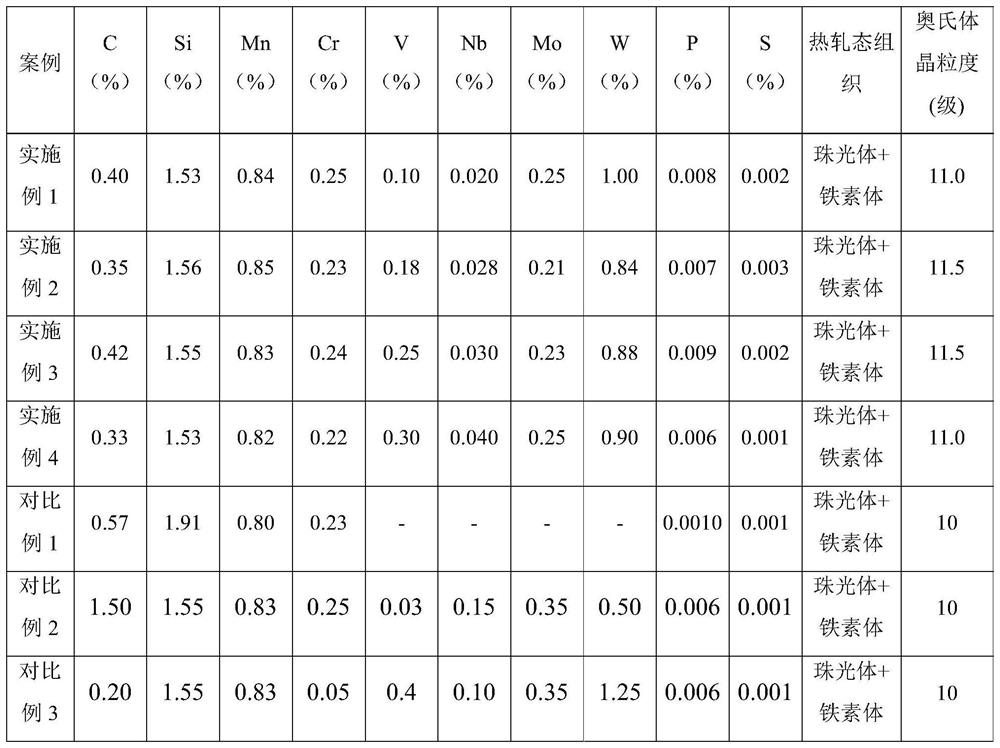
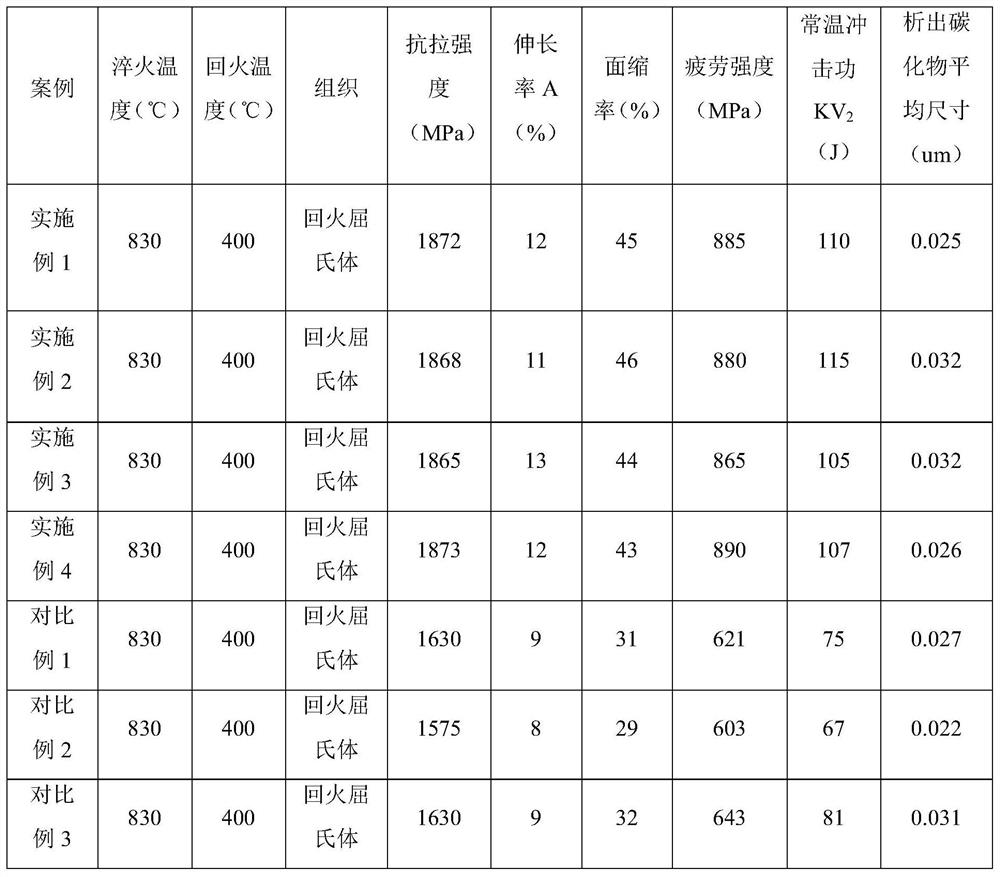
[0069] The spring steel of this embodiment and its production method are basically the same as in Embodiment 1, except that the chemical composition of the spring steel of this embodiment is: C 0.35%, Si 1.56%, Mn 0.85%, Cr 0.23%, V 0.18% , Nb 0.028%, Mo0.21%, W 0.84%, P 0.007%, S 0.003%, and the rest are iron and other impurities. In this embodiment, during high-speed wire rolling, the heating temperature of the high-speed wire heating furnace is preferably 1010°C. The billet is preferably in the furnace for 110 minutes. When rolling the wire rod, the starting rolling temperature is preferably 910°C; the finishing rolling temperature is preferably 790°C; and the spinning temperature is preferably 842°C. The heat treatment process is: 830°C quenching (oil cooling), quenching medium temperature 20°C, 400°C×120min tempering (air cooling). After heat treatment, the structure is tempered troostite. The hot-rolled structure is pearlite + ferrite, and its austenite grain size is ...
Embodiment 3
[0071] The spring steel of this embodiment and its production method are basically the same as in Embodiment 1, the difference being that the chemical composition of the spring steel of this embodiment is: C 0.42%, Si 1.55%, Mn 0.83%, Cr 0.24%, V 0.25% , Nb 0.030%, Mo0.23%, W 0.88%, P 0.009%, S 0.002%, and the rest are iron and other impurities. In this embodiment, during high-speed wire rolling, the heating temperature of the high-speed wire heating furnace is preferably 1020°C. The billet is preferably in the furnace for 110 minutes. When rolling the wire rod, the starting rolling temperature is preferably 915°C; the finishing rolling temperature is preferably 800°C; and the spinning temperature is preferably 845°C. The heat treatment process is: 830°C quenching (oil cooling), quenching medium temperature 30°C, 400°C×120min tempering (air cooling). After heat treatment, the structure is tempered troostite. The hot-rolled structure is pearlite + ferrite, and its austenite ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More