

A method for processing qualified oblique holes on the surface of a metal mask frame with a margin
A metal mask and allowance technology, applied in metal processing equipment, manufacturing tools, drilling/drilling equipment, etc., can solve the problems of difficult processing, lack of guide holes for EDM copper pipes, rising costs, etc. The effect of reducing technical experience requirements, reducing positioning tool setting and programming steps, and reducing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] In order to make the technical problems, technical solutions and beneficial effects solved by the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
[0032] See figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 , Image 6 , Figure 7 with Figure 8 , a method of processing qualified oblique holes on the surface of a metal mask frame with a margin, the specific steps are as follows:
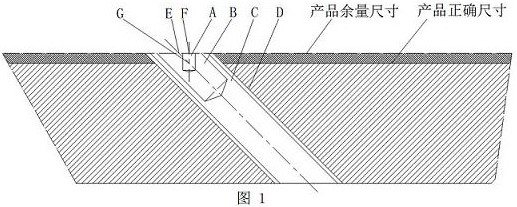
[0033] The first step, machining the marked hole A: firstly, the marked hole A is machined on the surface of the product 1 by using a CNC machine tool or a drilling machine, and the marked hole A is a vertical hole.
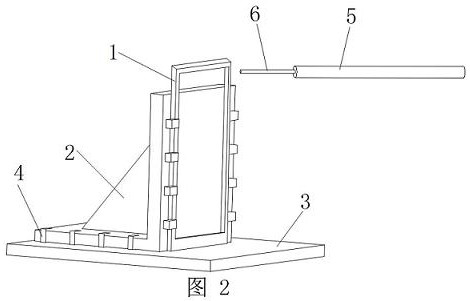
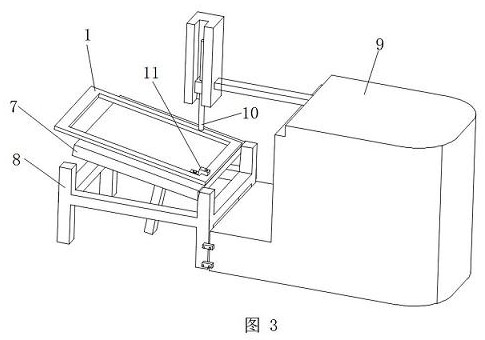
[0034]The specific process is: first of all, it is necessary to assemble the processing tool on the CNC mach...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More