

Comprehensive evaluation method for welding hot crack sensitivity
A comprehensive evaluation, hot cracking technology, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problem that the welding hot crack sensitivity evaluation method cannot be better at the same time evaluate solidification cracks, liquefaction cracks and stalling Cracks and other problems, to achieve the effect of true and reliable test results, easy identification, and simple methods
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] In this embodiment, nickel-based alloy material is taken as an example to evaluate its sensitivity to welding hot cracks. The specific method includes the following steps:
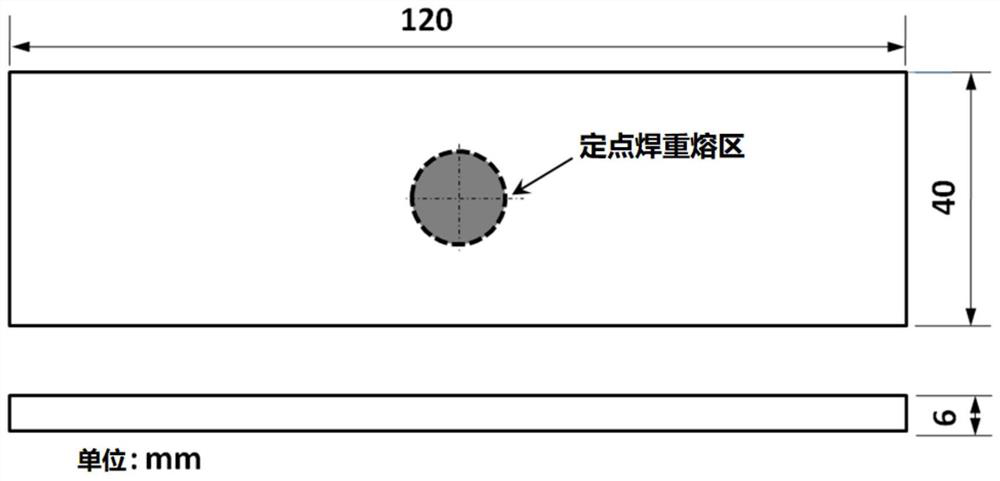
[0032] (1) Taking nickel-based alloys as an example, wire-cutting samples with a size of 120×40×6mm, the number is 8 to 10 pieces, figure 1 A schematic diagram of the sample.
[0033] (2) The surface of the sample is ground step by step with 80-2000 mesh sandpaper, and then the central area with a length and width of 15 mm is polished, and the microstructure is slightly etched with corrosive liquid. Cracks and no obvious scratches.
[0034] (3) Place the sample on a variable restraint testing machine, which is equipped with an argon arc welding power source, and adjust the sample so that the tungsten electrode is facing the center of the sample.
[0035] (4) Use an argon arc welding machine to remelt the center of the sample by arc fixed-point welding. The spot welding current is 80A, the spot wel...
Embodiment 2
[0043] This embodiment takes austenitic stainless steel as an example to evaluate its sensitivity to welding hot cracks. The specific method includes the following steps:
[0044] (1) Wire-cut processing of samples with a size of 150×50×8 mm, the number of which is 8 to 10 pieces.
[0045] (2) The surface of the sample is ground step by step with 80-2000 mesh sandpaper, and then the central area with a length and width of 25 mm is polished, and the microstructure is slightly etched with corrosive liquid. Observe the area under a 500-fold microscope. Cracks and no obvious scratches.
[0046] (3) Place the sample on a variable restraint testing machine, which is equipped with an argon arc welding power source, and adjust the sample so that the tungsten electrode is facing the center of the sample.
[0047](4) Use an argon arc welding machine to remelt the center of the sample by arc fixed-point welding. The spot welding current is 100A, the spot welding voltage is 15V, the spot...
Embodiment 3
[0055] This embodiment takes austenitic stainless steel as an example to evaluate its sensitivity to welding hot cracks. The specific method includes the following steps:
[0056] (1) Wire-cut processing samples with a size of 100×30×4mm, and the number is 8 to 10 pieces.
[0057] (2) The surface of the sample is ground step by step with 80-2000 mesh sandpaper, and then the central area with a length and width of 10 mm is polished, and the microstructure is slightly etched with corrosive liquid, and the area is observed under a 500 times microscope. Cracks and no obvious scratches.
[0058] (3) Place the sample on a variable restraint testing machine, which is equipped with an argon arc welding power source, and adjust the sample so that the tungsten electrode is facing the center of the sample.
[0059] (4) Use an argon arc welding machine to remelt the center of the sample by arc fixed-point welding. The spot welding current is 60A, the spot welding voltage is 8V, the spot ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More