Manufacturing method of wind tunnel heater with special-shaped air pipe
A heater and air pipe technology, applied in the field of wind tunnel heater preparation with special-shaped air pipes, can solve problems such as difficult to ensure brazing gap, uncontrollable assembly quality, and affecting brazing quality, so as to reduce processing costs and increase brazing Effect of area and material saving
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
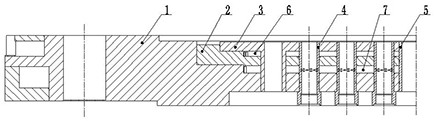
[0044] see Figure 5~Figure 7 , a method for preparing a wind tunnel heater containing a special-shaped air pipe, comprising the following steps:
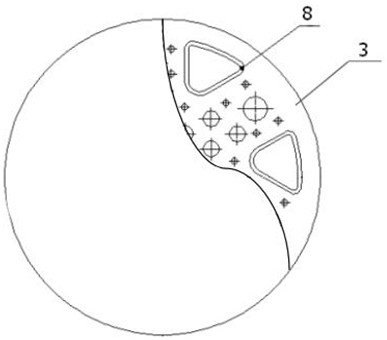
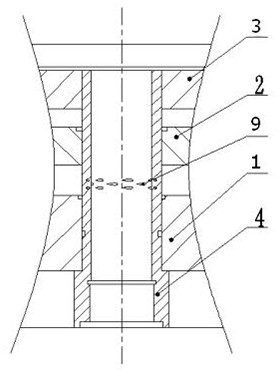
[0045] (1) Processing fluid nozzle 4, special-shaped air pipe 8, air pipe 5 and shell 1, the assembly positions of liquid nozzle 4, special-shaped air pipe 8, and air pipe 5 are reserved on shell 1;
[0046] (2) After cleaning the liquid nozzle 4, the special-shaped air pipe 8, the air pipe 5 and the shell 1, assemble the liquid nozzle 4, the special-shaped air pipe 8, and the air pipe 5 in the assembly position of the shell 1 in sequence, and then align them through the burr positioning;
[0047] (3) Evenly apply paste-like solder on the liquid nozzle 4, special-shaped air pipe 8, air pipe 5 and shell 1 to be brazed; process the first partition 2, and set up on the first partition 2 for soldering A collecting tank 13 for flow diversion;
[0048](4) Paste the adhesive tape solder on the surface to be brazed of the first partition...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More