

Nuclear main pump centering block laser cladding cobalt-based alloy powder welding method
A technology of laser cladding and cobalt-based alloys, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of large heat input, prone to pores, and shallow fusion depth, so as to improve the working environment and overcome the efficiency low effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] A laser cladding cobalt-based alloy powder welding method for the centering block of the nuclear main pump:
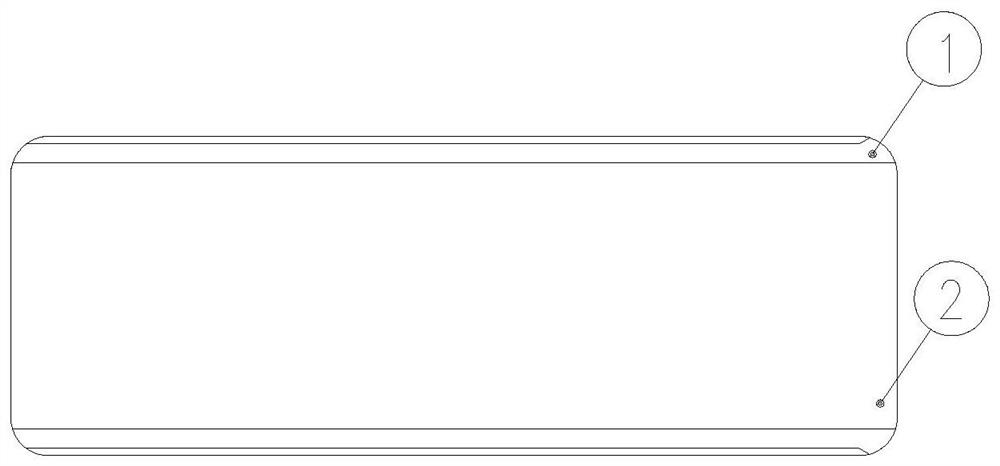
[0022] (1) if figure 1 As shown, the base material of the centering block ① is martensitic stainless steel European standard EN10088-31.4313+QT780. The martensite has been quenched, tempered and tempered. Wipe, remove oil and rust;
[0023] (2) The laser cladding cobalt-based alloy powder used meets the requirements of the AWS 5.21ERCoCr-A standard. In addition, the Fe content should meet 0-2.5%;
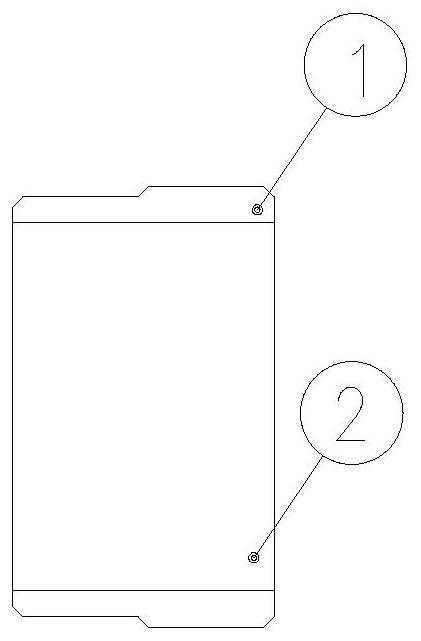
[0024] (3) if figure 2 As shown, the surface of the base material is welded by laser cladding: surfacing ②Thickness: 1.5mm~2.5mm, welding parameters are as follows: Centering block preheating temperature: 310℃, disc laser equipment power: 2.3KW~3.0KW , spot diameter: 35mm~40mm, surfacing welding speed: 580mm / min~630mm / min, protective gas flow rate (Ar): 5L / min~7L / min, powder feeding gas flow rate (He): 3L / min~5L / min , Overlapping amount: 1mm~2mm, number of surfac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More