

Core mold material for forming rocket engine grain and preparation method of core mold material
A rocket engine and mandrel technology, applied in the field of conductive plastics, can solve the problems of high price, long processing cycle, and complex processing technology, and achieve the effects of shortening the manufacturing cycle, improving surface floating fibers, and improving surface smoothness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] A method for preparing a mandrel for rocket engine grain molding, comprising the following steps:
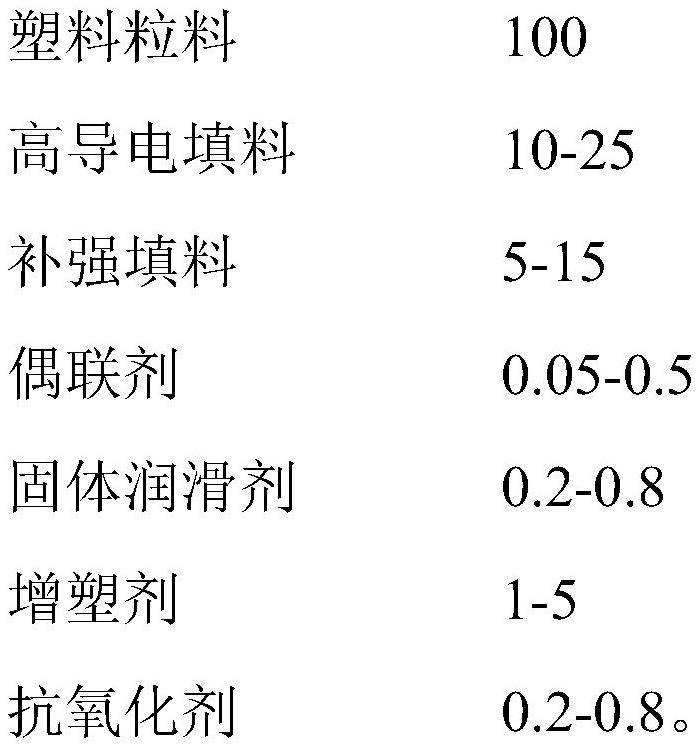
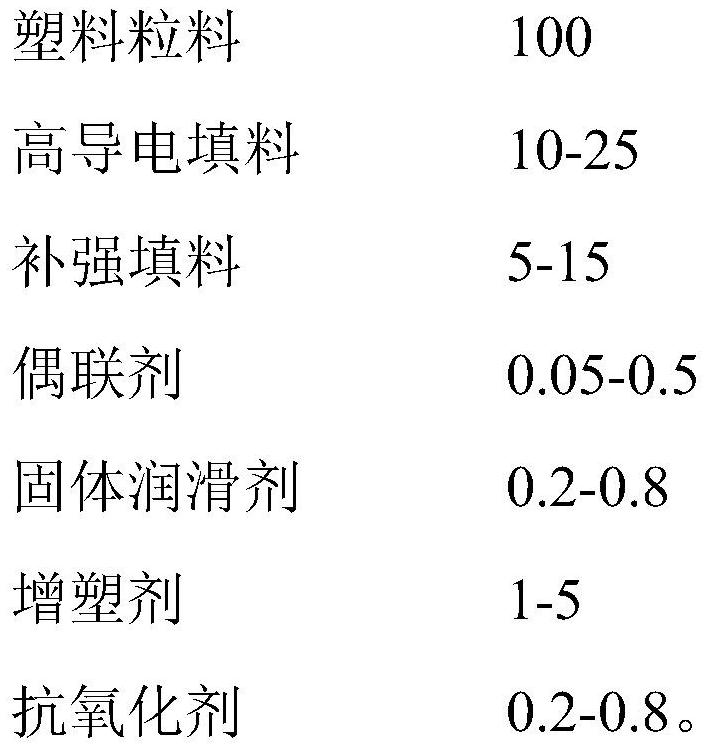
[0032] a. Plastic granulation: Measure 10kg of pure polyetherimide (PEI), 1kg of carbon nanotubes (300 mesh), 0.5kg of carbon fiber (250 mesh), 0.03kg of propyl orthosilicate, compound lubricant 0.05kg each of HyPer C100 and HBP-160, 0.3kg of diisooctyl sebacate (industrial grade), 0.02kg of 2,4-dimethyl-6-tert-butylphenol were pre-mixed, and added to the internal mixer for compaction Refining, putting the uniformly mixed material into a twin-screw extruder, the screw speed is 167rpm, heated and melted at a temperature of 217°C, and then drawn and granulated for later use;
[0033] b. Extrusion molding: heat the plastic pellets prepared in step a to 195°C through a screw rod extruder, melt and extrude them into a molding die for cooling and molding, and the size of the molding cylinder is 325*125*125mm;
[0034] c. Turning and milling of the mandrel: Carry out turning an...
Embodiment 2
[0039] A method for preparing a mandrel for rocket engine grain molding, comprising the following steps:
[0040]a. Plastic granulation: 100kg of pure polyoxymethylene (POM), 18kg of carbon nanotubes (400 mesh), 15kg of carbon fiber (300 mesh), 0.5kg of KH-560, 0.8 each of compound lubricants HyPer C181 and HBP-160 kg, 5kg of dibutyl phthalate (industrial grade), 0.5kg of 2,6-di-tert-butyl-p-cresol are pre-mixed, added to the internal mixer for internal mixing, and the evenly mixed material is put into the twin-screw Extruder, screw speed 150rpm, heating and melting at a temperature of 207°C, spinning and granulating for later use;
[0041] b. Extrusion molding: heat the pellets prepared in step a to 198°C through a screw rod extruder, melt and extrude them into a molding die for cooling and molding; the size of the molding cylinder is 800*225*225;
[0042] c. Turning and milling of the mandrel: Carry out turning and milling of the prepared cylinder according to the processin...
Embodiment 3
[0048] A method for preparing a mandrel for rocket engine grain molding, comprising the following steps:
[0049] a. Plastic granulation: 50kg of pure nylon 66 (PA66), 12.5kg of carbon nanotubes (400 mesh), 2.5kg of carbon fiber (300 mesh), 0.025kg of KH-550, compound lubricants HyPer C182 and HBP-160 0.1kg each, 0.5kg dibutyl phthalate (industrial grade), 0.4kg 2,6-di-tert-butyl-p-cresol are pre-mixed, added to the internal mixer for banburying, and banburying the uniform material Put it into a twin-screw extruder, the screw speed is 120rpm, and the temperature is 280°C, heating and melting, drawing and granulating for standby;
[0050] b. Extrusion molding: heat the pellets prepared in step a to 194°C through a screw rod extruder, melt and extrude them into a molding die for cooling and molding; the size of the molding cylinder is 325*125*125mm;
[0051] c. Turning and milling of the mandrel: Carry out turning and milling of the prepared cylinder according to the processing...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More