

High-weld-mark-strength long glass fiber reinforced polypropylene composite material and preparation method thereof
A long glass fiber and composite material technology, which is applied in the field of polypropylene composite material preparation, can solve problems such as exacerbating the performance risk of injection molded parts, and achieve the effect of improving the strength of weld lines
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
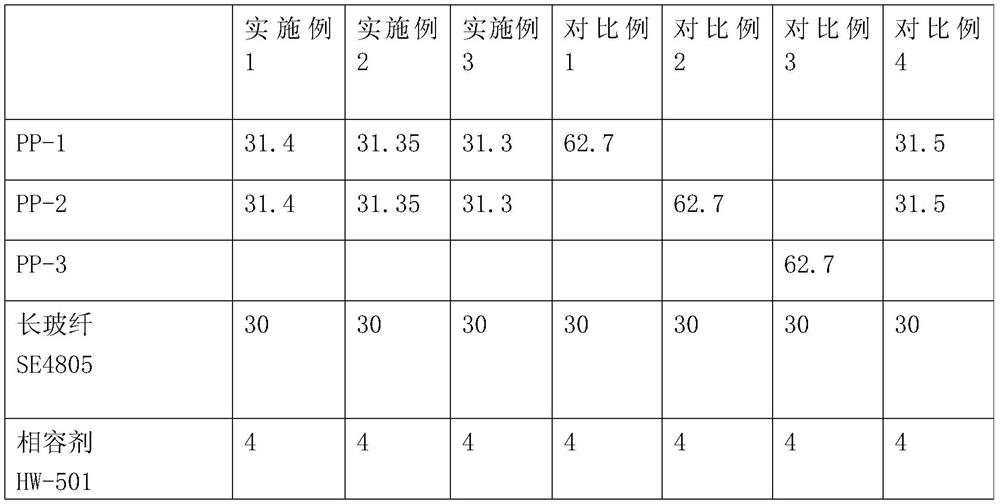
[0045] Pour 31.4Kg polypropylene resin PP-1, 31.4Kg polypropylene resin PP-2, 2Kg antioxidant, 0.2Kg GH-1, 1Kg calcium stearate, 4Kg PP-g-MAH into the mixer, mix The material is uniform. At the same time, the glass fiber roll is placed on the creel, and the continuous glass fiber enters the mold cavity through the guide roller, tension frame, and yarn feeding plate, and passes through the die head on the other side of the cavity. After the above preparatory work is completed, start the extruder, pour the uniformly mixed material into the main feeding port of the extruder, and the molten resin will finally enter the mold cavity through the action of the screw shear block and the conveying block, and adhere to the traction machine. On the surface of glass fiber that moves due to force. The resin-wrapped glass fibers are water-cooled, air-dried, pelletized, and dried to finally form plastic particles with a length of 10mm-12mm and a glass fiber content of 30%.
Embodiment 2
[0047] Pour 31.35Kg polypropylene resin PP-1, 31.35Kg polypropylene resin PP-2, 2Kg antioxidant, 0.3Kg GH-1, 1Kg calcium stearate, 4Kg PP-g-MAH into the mixer, mix The material is uniform. At the same time, the glass fiber roll is placed on the creel, and the continuous glass fiber enters the mold cavity through the guide roller, tension frame, and yarn feeding plate, and passes through the die head on the other side of the cavity. After the above preparatory work is completed, start the extruder, pour the uniformly mixed material into the main feeding port of the extruder, and the molten resin will finally enter the mold cavity through the action of the screw shear block and the conveying block, and adhere to the traction machine. On the surface of glass fiber that moves due to force. The resin-wrapped glass fibers are water-cooled, air-dried, pelletized, and dried to finally form plastic particles with a length of 10mm-12mm and a glass fiber content of 30%.
Embodiment 3
[0049] Pour 31.3Kg polypropylene resin PP-1, 31.3Kg polypropylene resin PP-2, 2Kg antioxidant, 0.4Kg GH-1, 1Kg calcium stearate, 4Kg PP-g-MAH into the mixer, mix The material is uniform. At the same time, the glass fiber roll is placed on the creel, and the continuous glass fiber enters the mold cavity through the guide roller, tension frame, and yarn feeding plate, and passes through the die head on the other side of the cavity. After the above preparatory work is completed, start the extruder, pour the uniformly mixed material into the main feeding port of the extruder, and the molten resin will finally enter the mold cavity through the action of the screw shear block and the conveying block, and adhere to the traction machine. On the surface of glass fiber that moves due to force. The resin-wrapped glass fibers are water-cooled, air-dried, pelletized, and dried to finally form plastic particles with a length of 10mm-12mm and a glass fiber content of 30%.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More