

Machining method and device for ultra-long and ultra-thin sleeve parts
A processing method and ultra-thin technology, applied in metal processing equipment, manufacturing tools, comprehensive factory control, etc., can solve problems such as difficult to overcome deformation, ensure surface roughness, position accuracy and small roughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
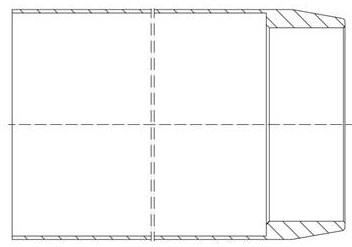
[0016] like figure 1 As shown in the figure, the ultra-long and ultra-thin sleeve parts have not only the size and shape accuracy requirements on the thin-walled inner hole and outer surface, but also higher position accuracy and smaller roughness value requirements. Boring, grinding and other processing methods cannot be used to ensure surface roughness. Therefore, the processing method chooses turning, the final machining of the inner hole is completed on the vertical CNC lathe, and the final machining of the outer circle is completed on the horizontal CNC lathe; The sequence of the outer circle; the inner hole is processed with a slotted sleeve for clamping, and the outer circle is processed with a special device for a thin-walled sleeve that changes the direction of the clamping force.
[0017] Specifically include the following steps:
[0018] a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More