Precision forging method of GH4720Li high-temperature alloy blade and blade forge piece thereof
A superalloy and precision forging technology is applied in the processing field of superalloy blades, which can solve the problems of high difficulty of blades and narrow hot working window of hard-to-deform superalloys, achieve small machining removal, solve the problem of insufficient use temperature and high utilization rate. high effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
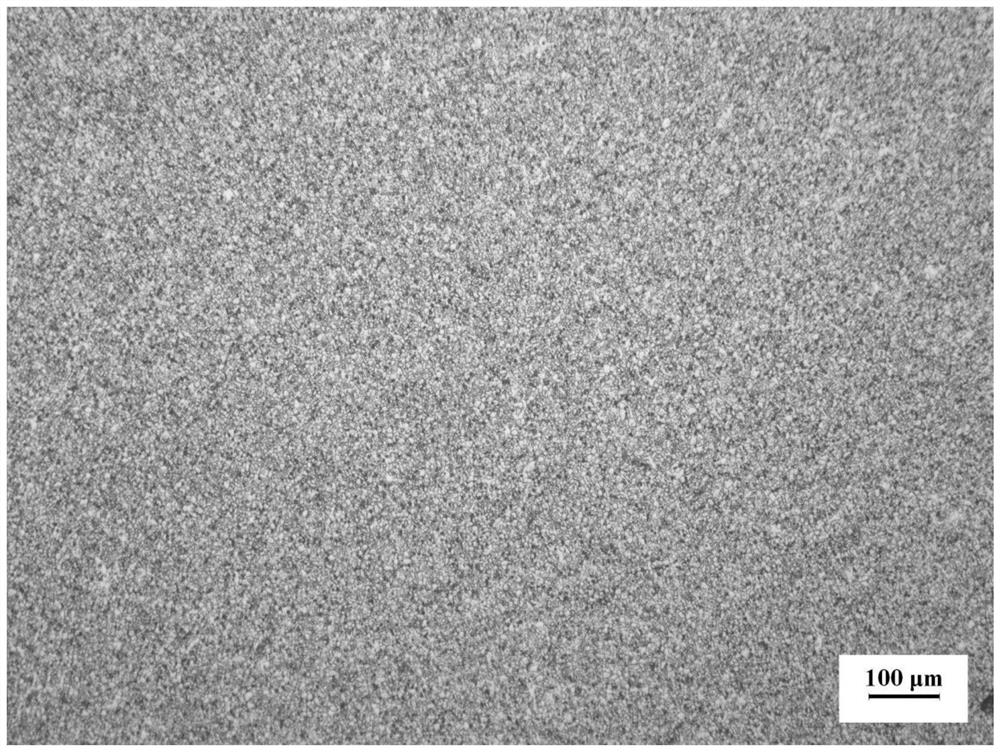
[0128] The 100 times grain photo of the blade body position of the GH4720Li superalloy blade forging obtained in Example 1 is as follows figure 1 shown, the high magnification photo of the tenon position is shown in figure 2 shown. like figure 1 shown, the grain size is 12.5; as figure 2 As shown, the grain size is 11 grades. As shown in the figure, the grain size distribution of the blade forging in Example 1 is uniform, and there are no obvious coarse grains, bands and defects.
Embodiment 2
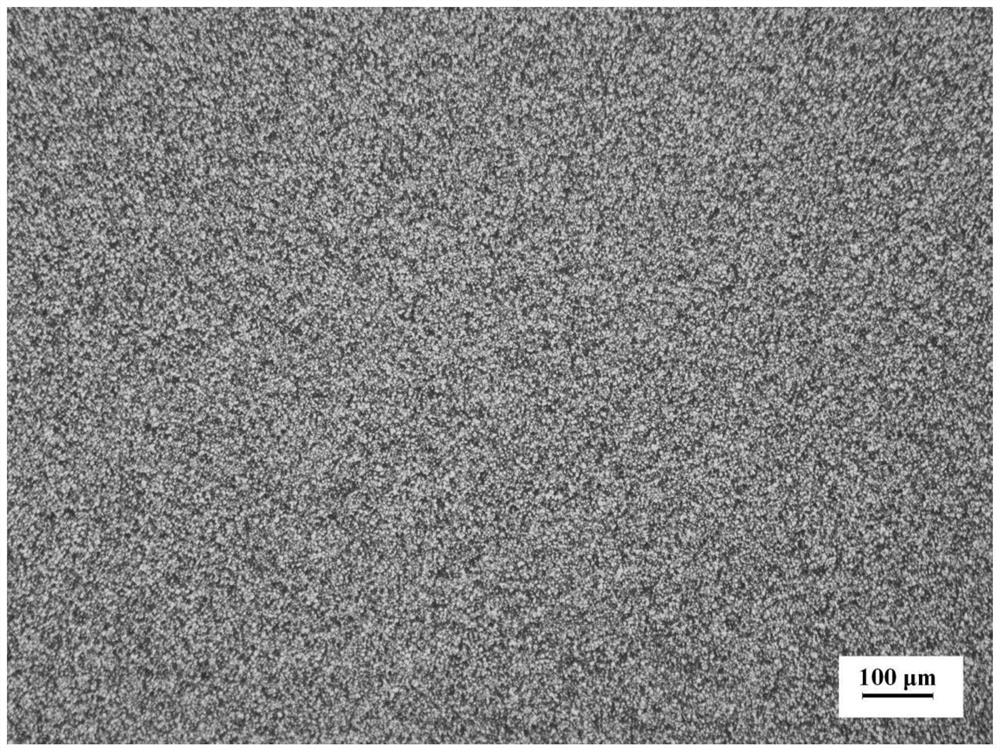
[0129] The 100 times grain photo of the blade body position of the GH4720Li superalloy blade forging obtained in Example 2 is as follows image 3 shown, the high magnification photo of the tenon position is shown in Figure 4 shown. like image 3 shown, the grain size is 11; as Figure 4 As shown, the grain size is 11 grades. As shown in the figure, the grain size distribution of the blade forging in Example 2 is uniform, and there are no obvious coarse grains, bands and defects.
Embodiment 3
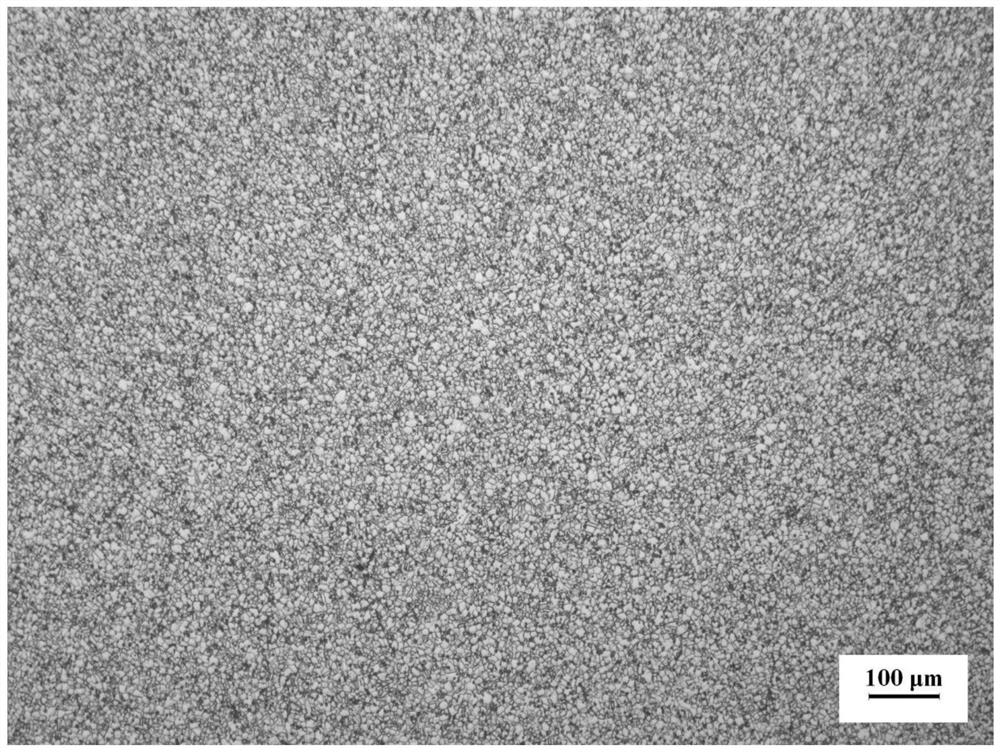
[0130] The 100 times grain photo of the blade body position of the GH4720Li superalloy blade forging obtained in Example 3 is as follows Figure 5 shown, the high magnification photo of the tenon position is shown in Image 6 shown. like Figure 5 shown, the grain size is 12.5, as Figure 4 As shown, the grain size is 12 grades. As shown in the figure, the grain size distribution of the blade forging in Example 3 is uniform, and there are no obvious coarse grains, bands and defects.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com