

Thin-belt continuous casting method and apparatus
A continuous casting and thin strip technology, applied in the direction of metal rolling, etc., can solve the problems of thin strip continuous casting industrialization difficulties, difficult operation and sealing, complex equipment, etc., to reduce investment costs and maintenance costs, and improve surface cracks , The effect of flexible process control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
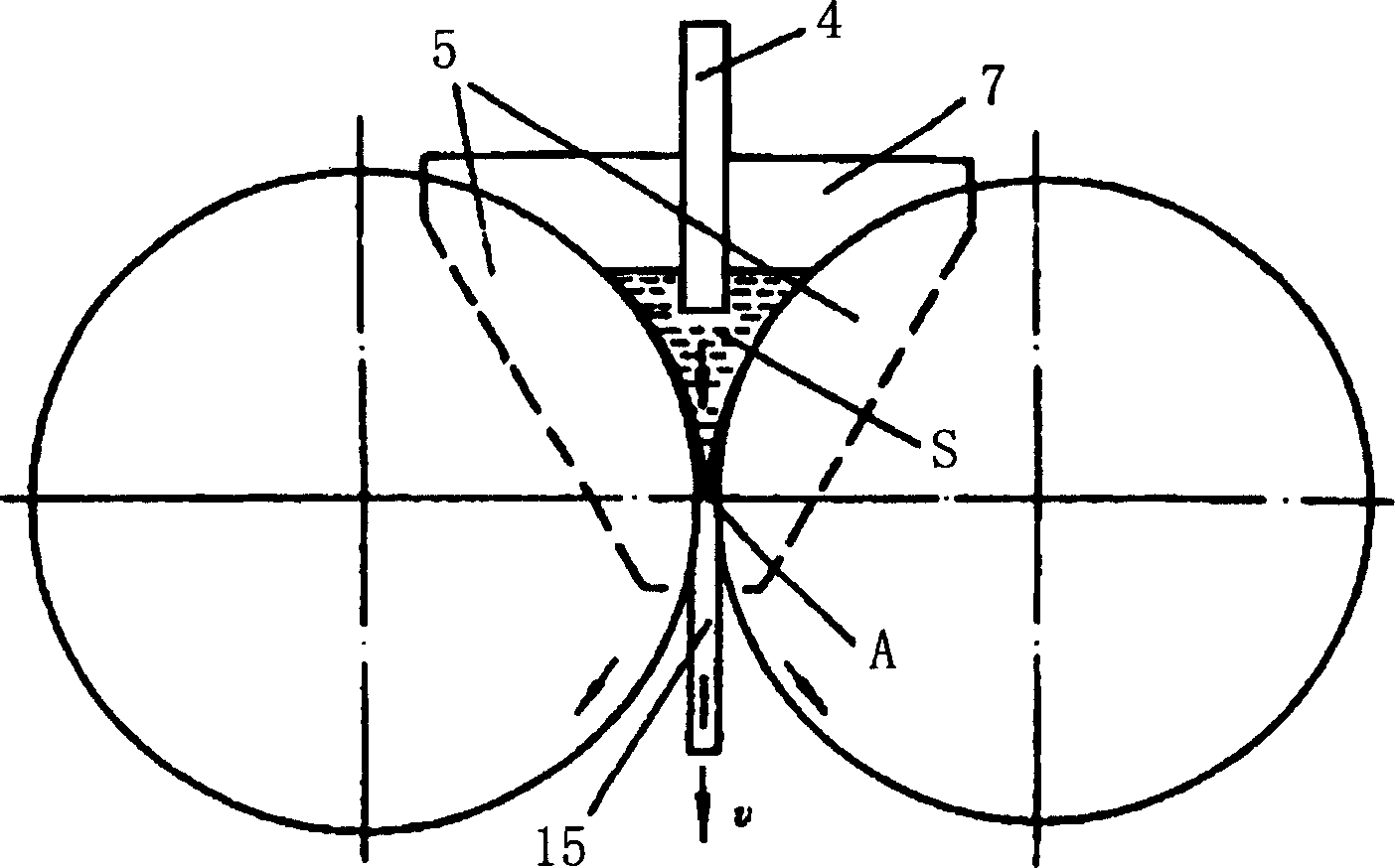
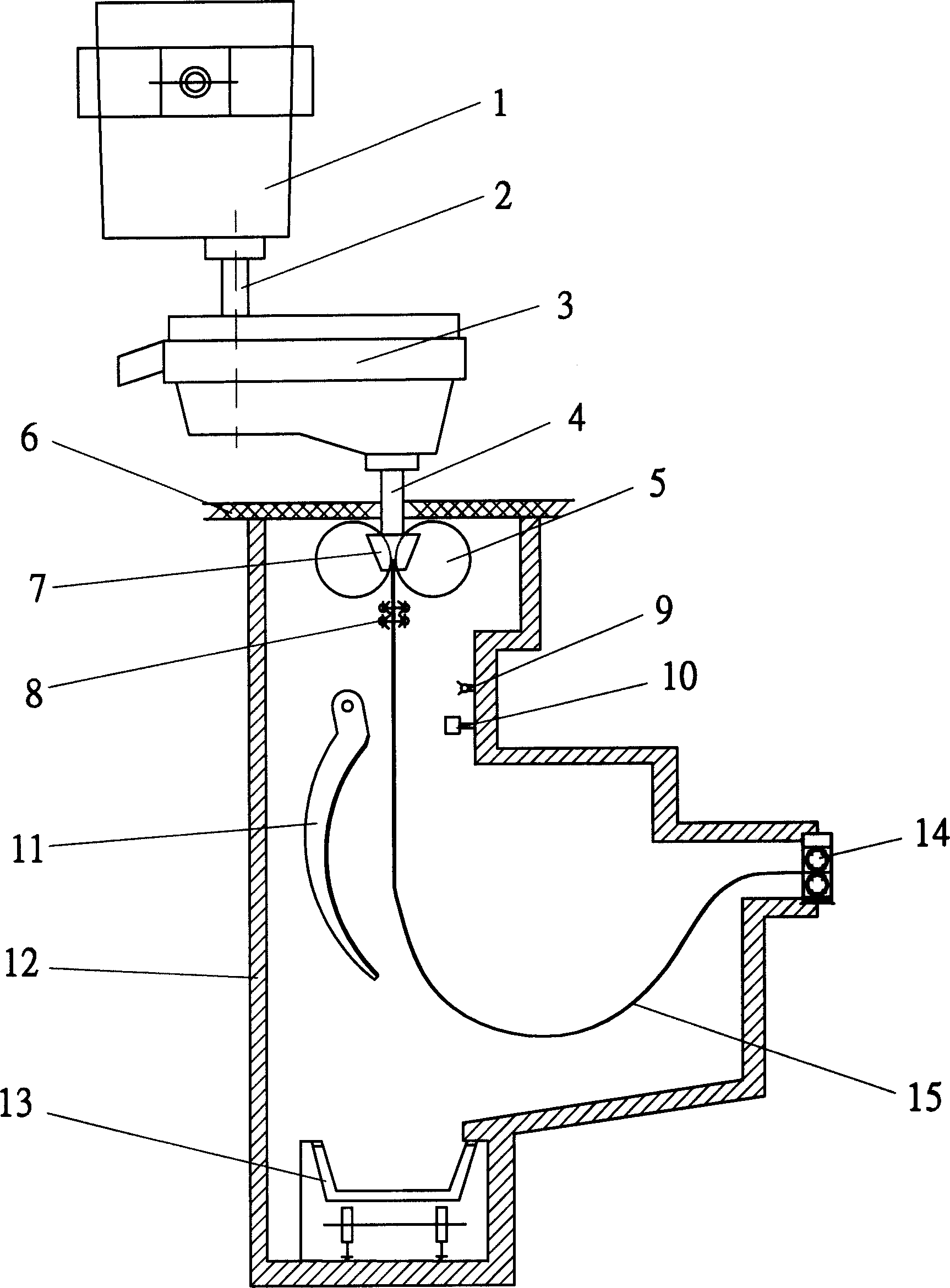
[0045] like figure 2 As shown, the molten steel S enters the molten pool formed by the rotating water-cooled crystallization roller 5 from the ladle 1 through the long nozzle 2, the tundish 3 and the submerged nozzle 4, and forms a casting belt 15 after being cooled by the water-cooled crystallization roller 5, and passes through the swing guide plate 11, The pinch roller 14 sends the cast strip 15 to hot rolling, and then through hot rolling, controlled cooling until coiling.
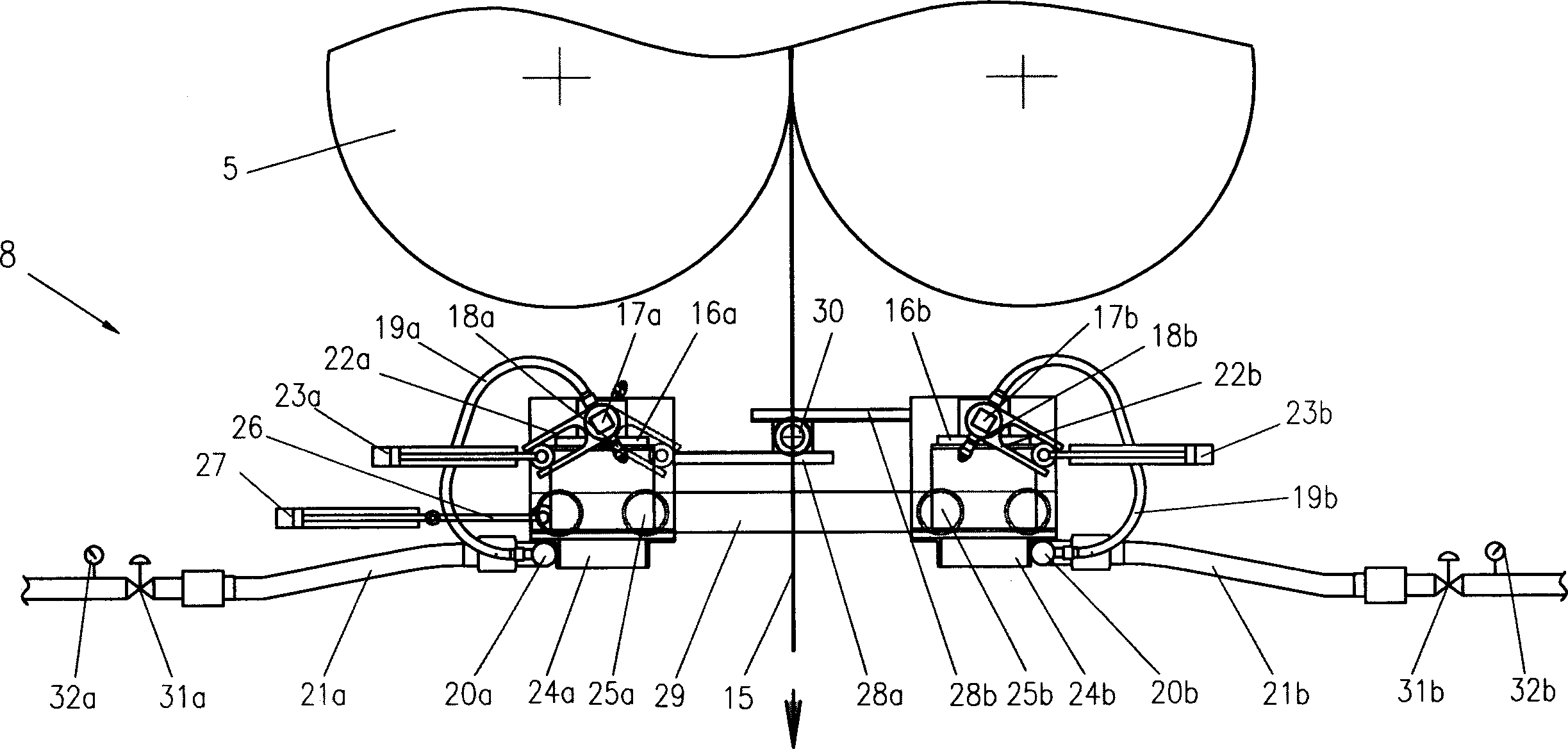
[0046] Since the temperature of the casting belt 15 reaches above 1300° C. at the place where the crystallization roller 5 exits, the high temperature strength of the casting belt 15 is very low. Cast belt 15 is prone to cracks or even breakouts at the exit under the effects of gravity, pinch roller 14 tension, etc. Therefore, in the present invention, by setting a control cooling device 8 at the outlet of the crystallization roller 5, different cooling processes are performed according to the high-t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More