

Magnesium alloy laser-TIG welding process
A welding method and magnesium alloy technology, applied in the field of material engineering, can solve the problems of high energy consumption and low production efficiency, and achieve the effects of high joint quality, high production efficiency and energy saving
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
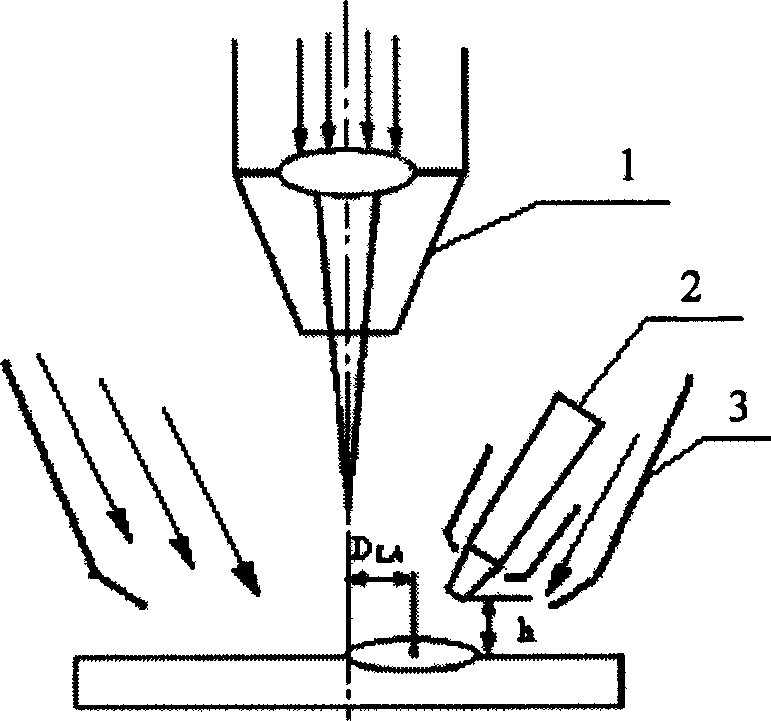
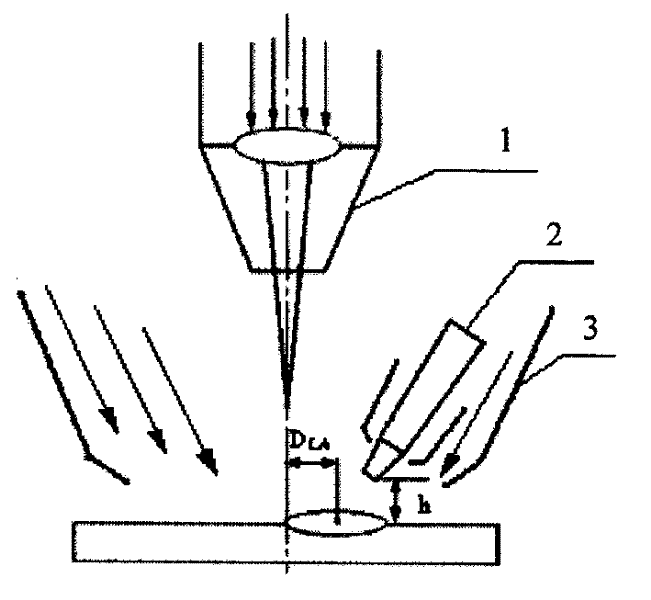
[0009] This implementation mode refers to figure 1 As shown, 1 is the laser beam, 2 is the TIG welding torch, and 3 is the shielding gas cover, where the distance between the impact point of the laser beam 1 and the center of the welding pool of the TIG welding torch 2 is D LA 2.5mm; the distance from the tip of the welding torch 2 tungsten electrode to the workpiece is 1.2mm. Then set the shielding gas flow, TIG welding current and laser power according to the plate thickness. When welding the deformed magnesium alloy AZ31B with a plate thickness of 2.5mm, the TIG arc welding current is selected as 90A, the laser power is 500W, and the welding speed can reach more than 1000mm / min. In this way, on the one hand, the shape of the weld seam is significantly improved, on the other hand, the welding quality is good and the efficiency is high, so that the energy can be used most effectively.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More