

Micro foaming injection moulding plasticizing device and its producing process
An injection molding and micro-foaming technology, which is applied in the field of polymer material processing, can solve the problems that supercritical fluid cannot be injected continuously and stably, and the feeding port emerges, etc., and achieves the effect of small cell diameter and smooth surface.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] Embodiment 1: Microfoaming injection molding of polypropylene disc case
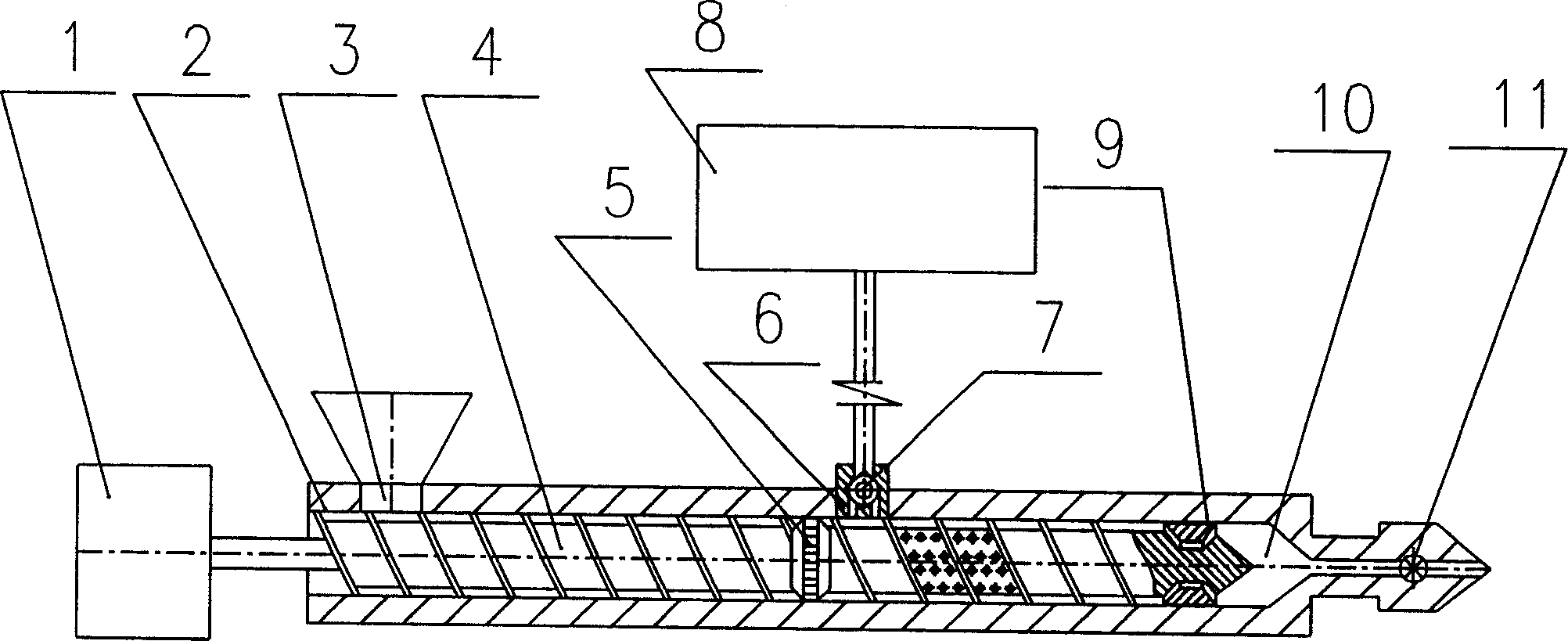
[0047] Use the injection molding machine described in the embodiment of the mechanical device to form a polypropylene microfoam CD case. The polypropylene is a pellet (Meoplan from Basell), which enters the plasticizing system of the injection molding machine through the feed port 3, and the gas injection port 6 The supercritical carbon dioxide is injected into the molten polypropylene, blended uniformly by the screw 4 and then injected into the mold of the CD case. The process used is that the pellets are pre-plasticized before injection, and the melt back pressure is maintained at 7.5-14MPa during pre-plasticization. Immediately after the pre-plasticization is completed, the injection is performed at an injection speed of 100-160mm / s, and the pressure is maintained at 6 after injection. -20MPa, until the next pre-plasticization starts.
[0048] The melt temperature is 165°C, the mold temperatur...
Embodiment 2
[0053] Embodiment 2: the injection molding of polystyrene microfoam small basin
[0054] Use the injection molding machine described in the embodiment of the mechanical device to form a polystyrene micro-foaming small basin. The polystyrene is a pellet (158K of BASF), and enters the plasticizing system of the injection molding machine through the feeding port 3, and the gas injection port 6. Inject supercritical carbon dioxide into the molten polystyrene melt, blend evenly through the screw and inject it into the small pot mold. The process used is that after the pre-plasticization of the pellets is completed, the screw will still maintain a melt back pressure of 7.5-30MPa through the injection cylinder until before injection, and the screw will maintain a pressure of 6-20MPa after the injection is completed until the next screw pre-plasticization start
[0055] The melt temperature is 160°C, the mold temperature is 35°C, the screw plasticizing stroke is 65mm, and the injecti...
Embodiment 3
[0060] Embodiment 3: Co-injection molding micro-foaming inkjet printer shell of acrylic acid-butadiene-styrene copolymer (ABS)
[0061] The plasticizing system of the molding unit of the injection molding machine described in the example of the mechanical device is installed on a two-color injection molding machine, which produces a microfoamed core layer, and the other plasticizing system on the two-color injection molding machine The system produces an unfoamed article skin, such that the article forms a microfoamed inner structure and a dense skin outer structure. The product mold is the casing of the inkjet printer. The raw material is ABS pellets (Zhenjiang Chimei’s 747), which enter the plasticizing system of the injection molding machine through the feeding port 3, and the gas injection port 6 injects supercritical carbon dioxide into the molten ABS melt, and then injects after mixing evenly through the screw 4 into the mold. The micro-foaming injection molding proces...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| aspect ratio | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More