

Solid shapes extrusion
a solid shape and extrusion technology, applied in the field of extrusion, can solve the problems of loss of productivity, slow extrusion speed, and great difficulty in producing an extrusion having dimensional stability, and achieve the effects of increasing its strength, good flatness and straightness, and good flatness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example
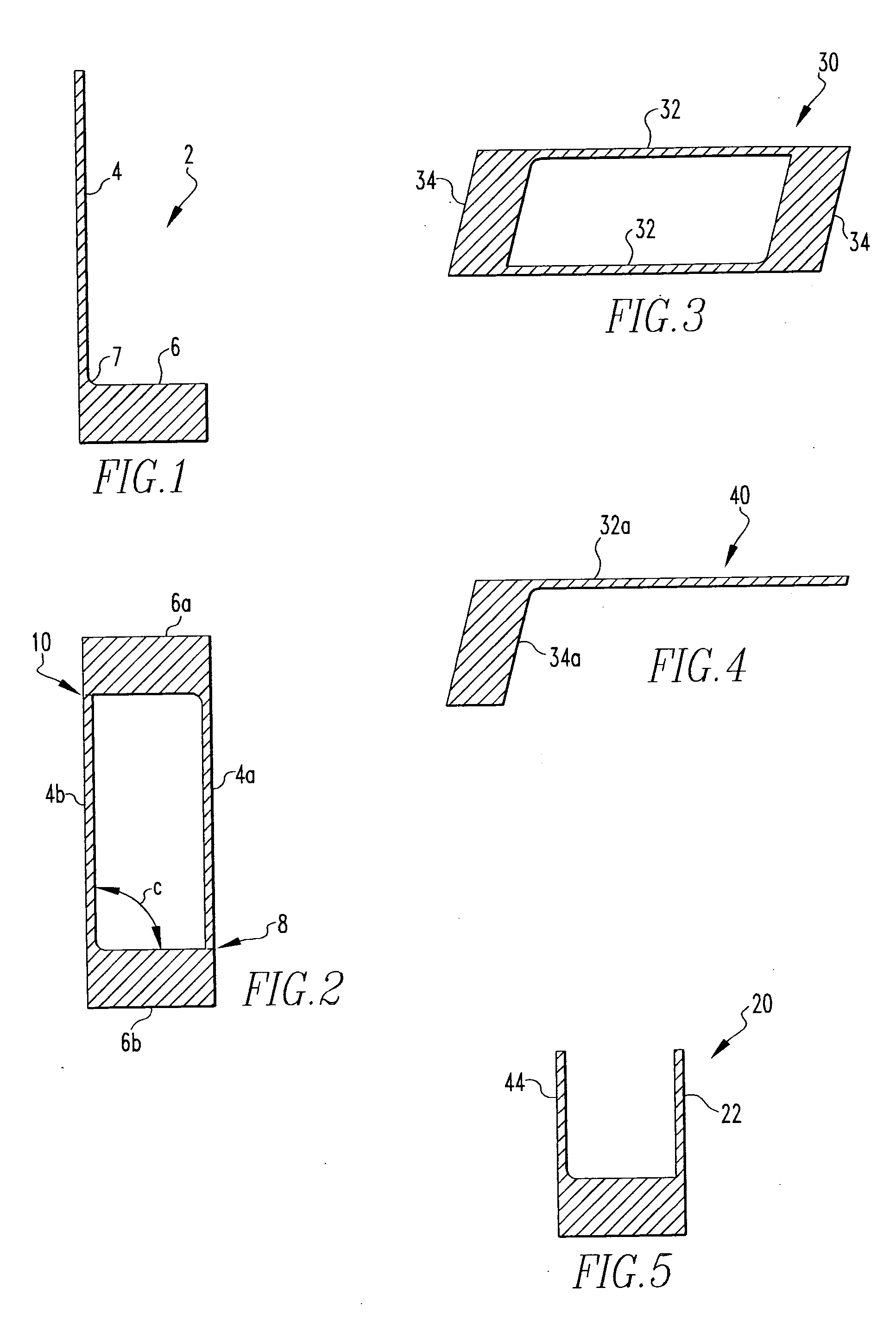
[0044] A billet (7 inch diameter) of AA7075 alloy was heated to 820° F. and extruded at a rate of about 3 ft / min into an extrusion shape 27 feet long, shown in FIG. 2.
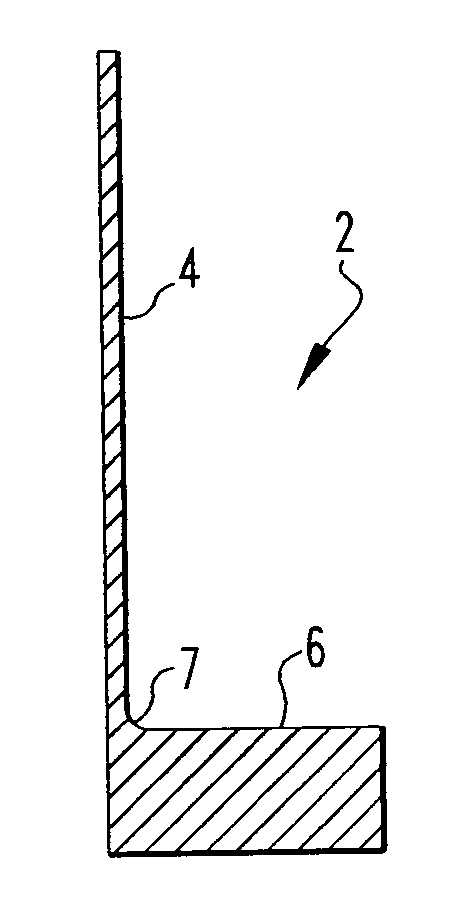
[0045] The thick portion 6b of the extrusion had a thickness 0.25 inch and the thin portion had a thickness of 0.05 inch. The angle “C” between the thick portion and the thin portion was designed for 90°. The extrusion was thermally treated for T73 511 to enhance its strength properties. After the extrusion was cooled to room temperature, angles were measured at about one foot intervals along the finished length for four different extrusions. It will be seen from Table 1 that these all measured 90°. The extrusion was machined to provide the L-shaped member shown in FIG. 1 and the angles were measured again. It will be seen from Table 2 that the angle remained at 90°. Thus, it will be seen that the present invention can provide an extrusion member having good flatness and straightness with freedom from twisting. That i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| temperature | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More