

Method and apparatus for welding
a technology of welding power supply and welding method, which is applied in the direction of welding apparatus, arc welding apparatus, manufacturing tools, etc., can solve the problems of short-circuit transfer welding, increased spatter, increased spatter
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
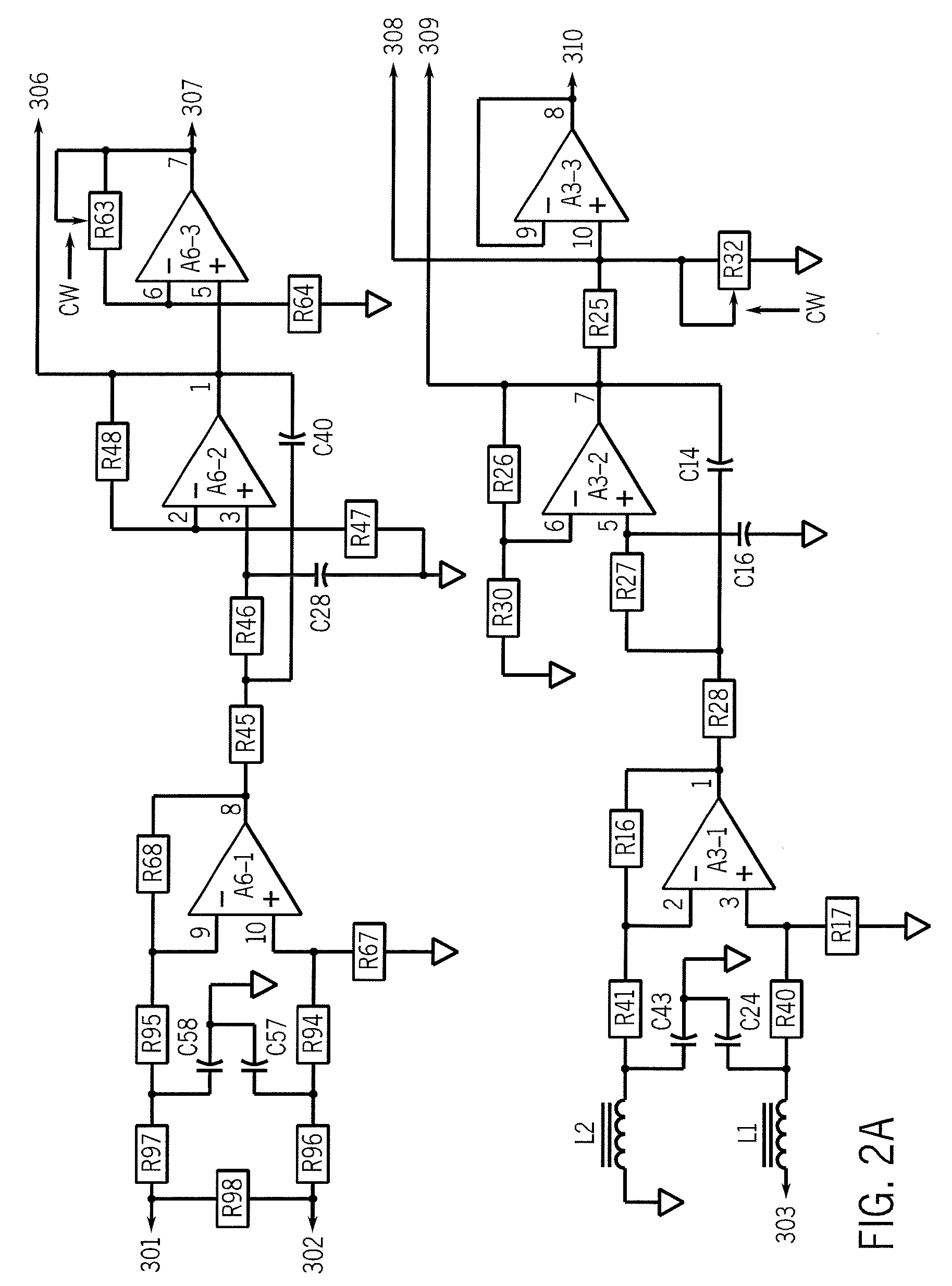
[0036] While the present invention will be illustrated with reference to a preferred control scheme, a preferred control circuit, a preferred power source and illustrative waveforms, it should be understood at the outset that the invention is not limited to the components described herein. Other circuitry and control schemes may be employed while implementing this invention.
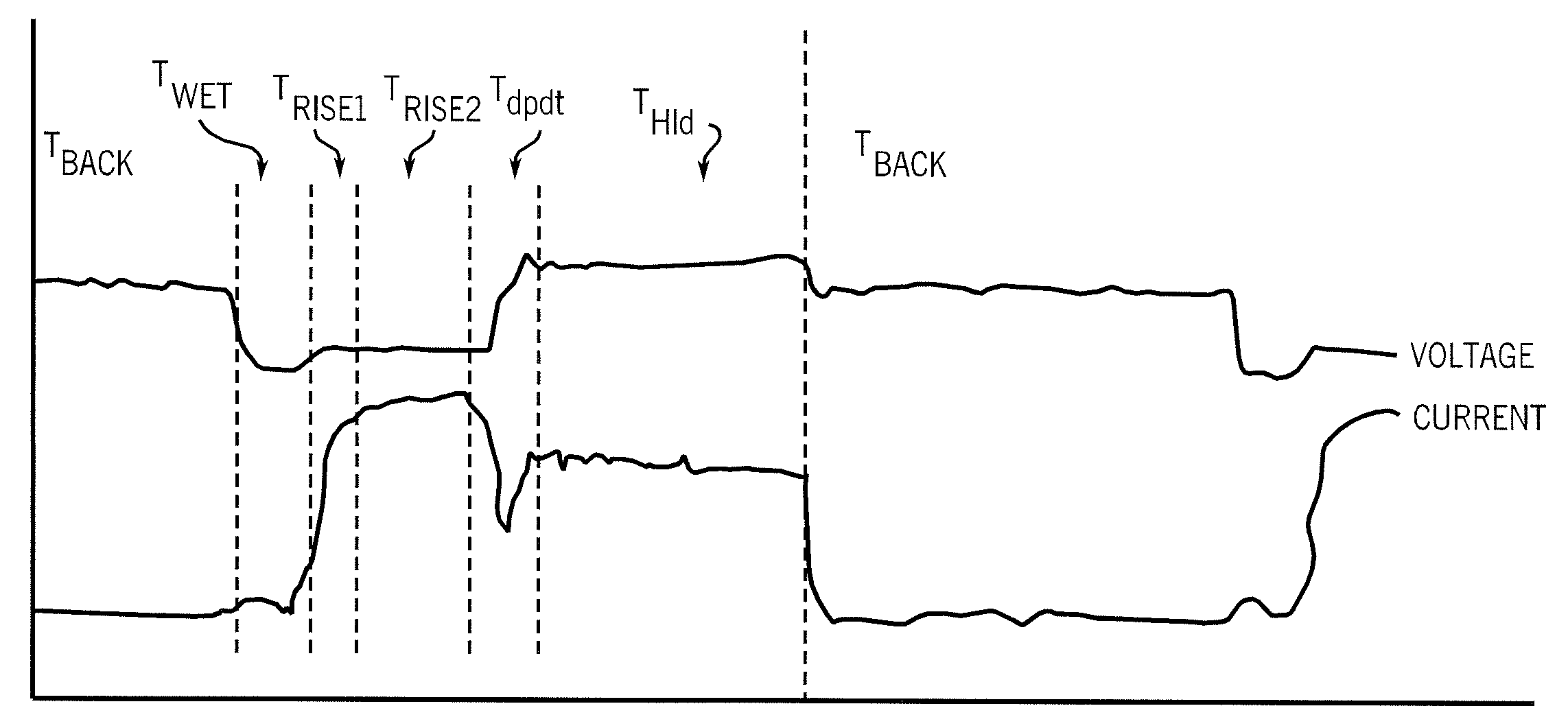
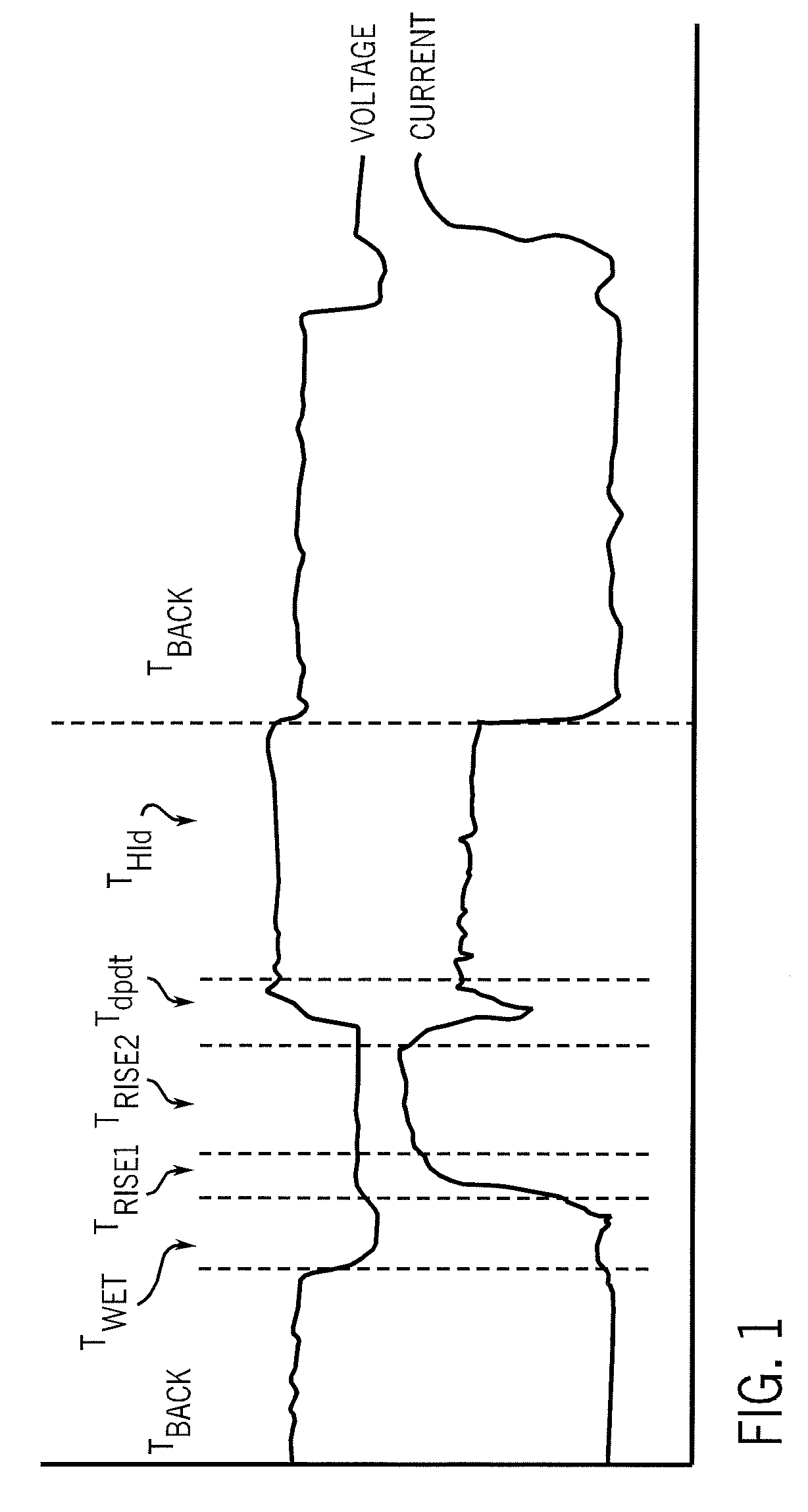
[0037] A method and apparatus for controlling a short circuit (MIG) welding process is described herein. A wire electrode is mechanically fed into the weldment at a relatively constant rate by a wire feeder in the short circuit transfer welding process. It is consumed into the weldment via a series of alternating short circuit and arc events. This process is generally referred to as short circuit welding, or short circuit transfer welding. Generally, a welding machine used for short circuit welding includes at least a power source, a controller and a wire feeder.
[0038] The short circuit transfer welding process...
PUM
| Property | Measurement | Unit |
|---|---|---|
| current | aaaaa | aaaaa |
| frequency | aaaaa | aaaaa |
| current magnitude | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More