

Ultrasonic inspection method and ultrasonic inspection equipment
a technology of ultrasonic and inspection equipment, applied in ultrasonic/sonic/infrasonic diagnostics, instruments, specific gravity measurements, etc., can solve the problems of reducing the resolution of space, limiting the transmission/receiving period of ultrasonic waves, and completing measurement necessities a tremendous amount of time, so as to reduce random noise, enhance the s/n ratio of the resultant inspection image, and improve the effect of measurement efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
second embodiment
[0077] Next, FIG. 6 illustrates the processing according to the present invention. This processing is about the case where the range of the inspection images which become the inspection area is set over the entire scan area by the array-probe ultrasonic sensor 101, and the case where the inspection-image size is also inspected in the determined state. Namely, using the displacement quantity of the array-probe ultrasonic sensor 101 detected by the displacement-quantity detection unit 106, the inspection image is acquired by shifting, by the pixel number equivalent to the displacement quantity of the array-probe ultrasonic sensor 101, and superimposing the inspection images acquired at the respective inspection positions within the range of the inspection images set in advance.
[0078] Accordingly, in this second embodiment, at all the positions from the inspection start position (1) to the inspection termination position (n), the inspection images have become the same area. As a result...
first embodiment
[0079] The characteristic of this processed image becomes basically the same as the case in the Namely, with respect to the defect corner echo 103K and the defect tip echo 103J, only the signal at a real defect position selectively remains by the superimposition of the ultrasonic waves entering from the various angles.
[0080] Next, referring to FIG. 7, the explanation will be given below regarding an application example of the present methodology. At first, in FIG. 7, a test body 700, i.e., an object which becomes the test body, is used as the inspection target. In this test body 700, a plurality of holes referred to as “drill holes” here are artificially provided at different-depth (i.e., thickness direction) positions in a steel plate material by using a hole-boring tool. These drill holes are bored so as to be regarded and utilized as defects. FIG. 7 illustrates a plurality of inspection images, and a processed image acquired by adding the plurality of inspection images. As the d...
third embodiment
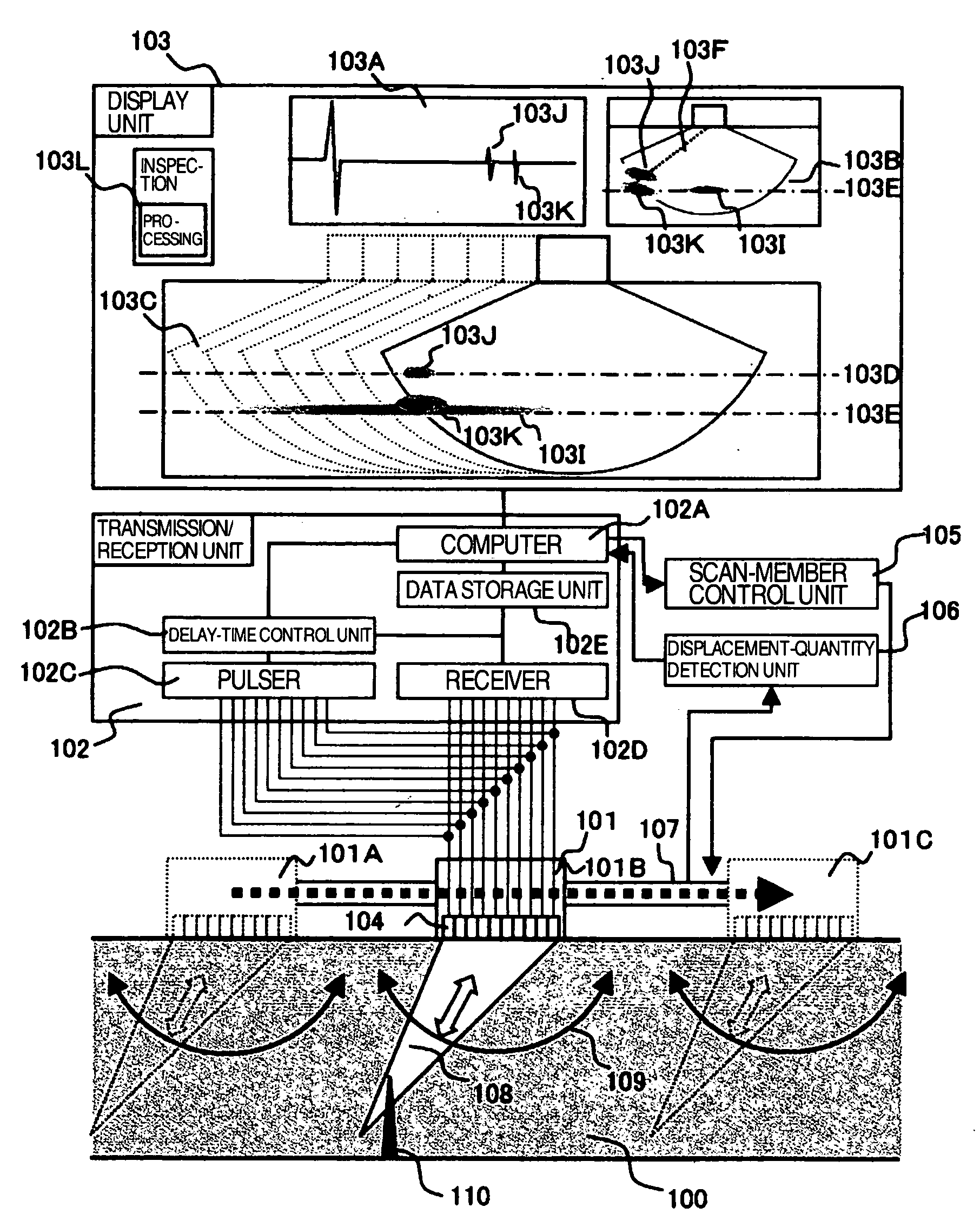
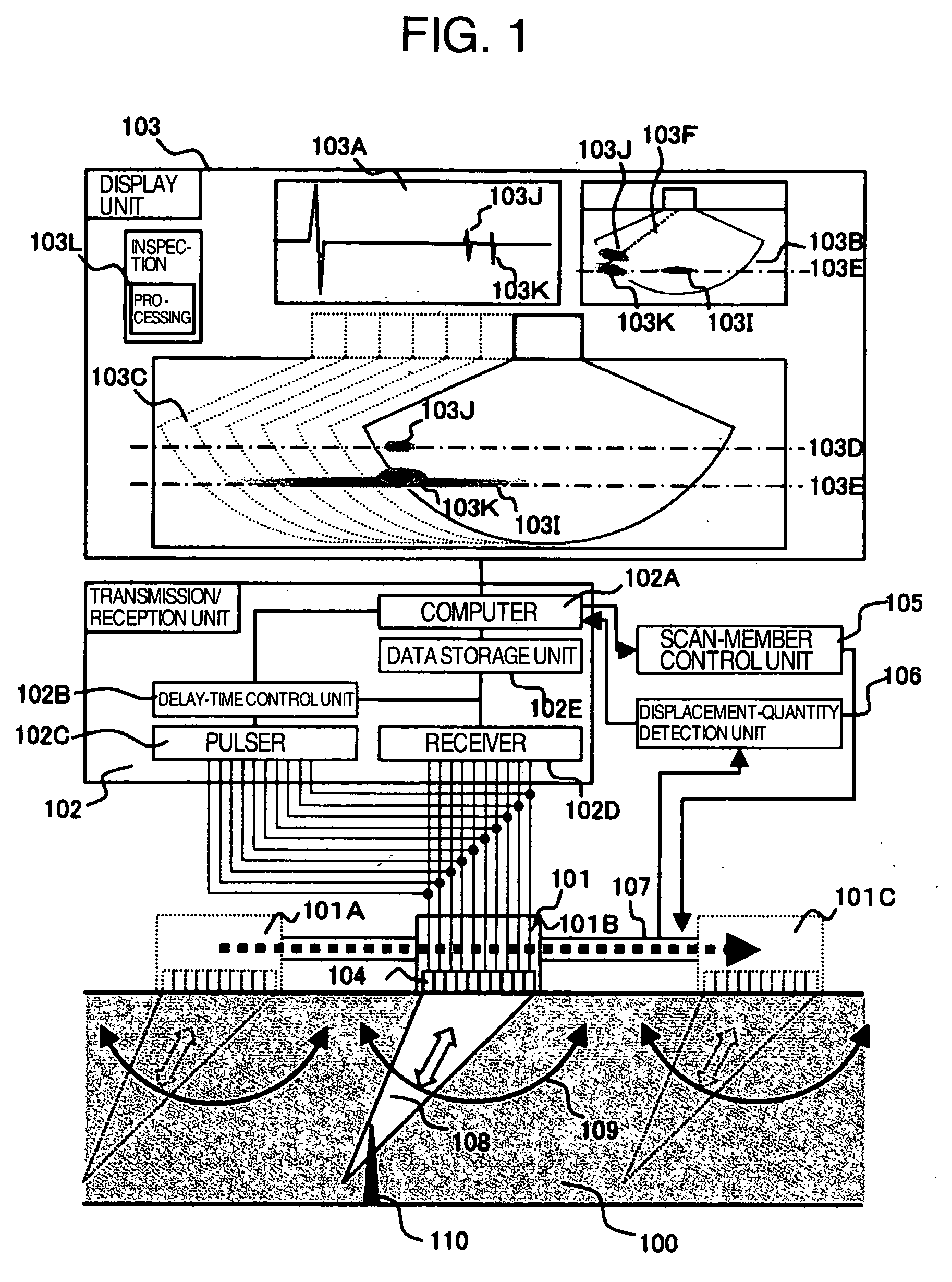
[0098] Furthermore, in this third embodiment, taking advantage of the array-probe ultrasonic sensor 1000 of this kind allows implementation of the following operation: Namely, the displacement (i.e. scan) of the transmission position and reception position of the ultrasonic wave by the array-probe ultrasonic sensor, which is needed from the inspection start to the inspection termination, can be acquired by electrically switching the piezoelectric vibration elements 104 inside the array-probe ultrasonic sensor 1000. Accordingly, here, the sensor displacement member 107 in the embodiment in FIG. 1 is unnecessary. In accompaniment therewith, the scan-member control unit 105 and the displacement-quantity detection unit 106 are also unnecessary. The other configurations, however, are the same as those in the embodiment in FIG. 1.
[0099] The ultrasonic-wave scan method based on the electrical switching for the piezoelectric vibration elements 104 is referred to as “electronic scan scheme”....
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More