

Method and system for producing aluminum alloy parts
a technology of aluminum alloy and parts, applied in the field of aluminum alloy parts production, can solve the problems of lower elongation of extrusions, lower dimensional accuracy, and higher elongation of extrusions, and achieve the effects of low yield strength, high elongation, and low dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
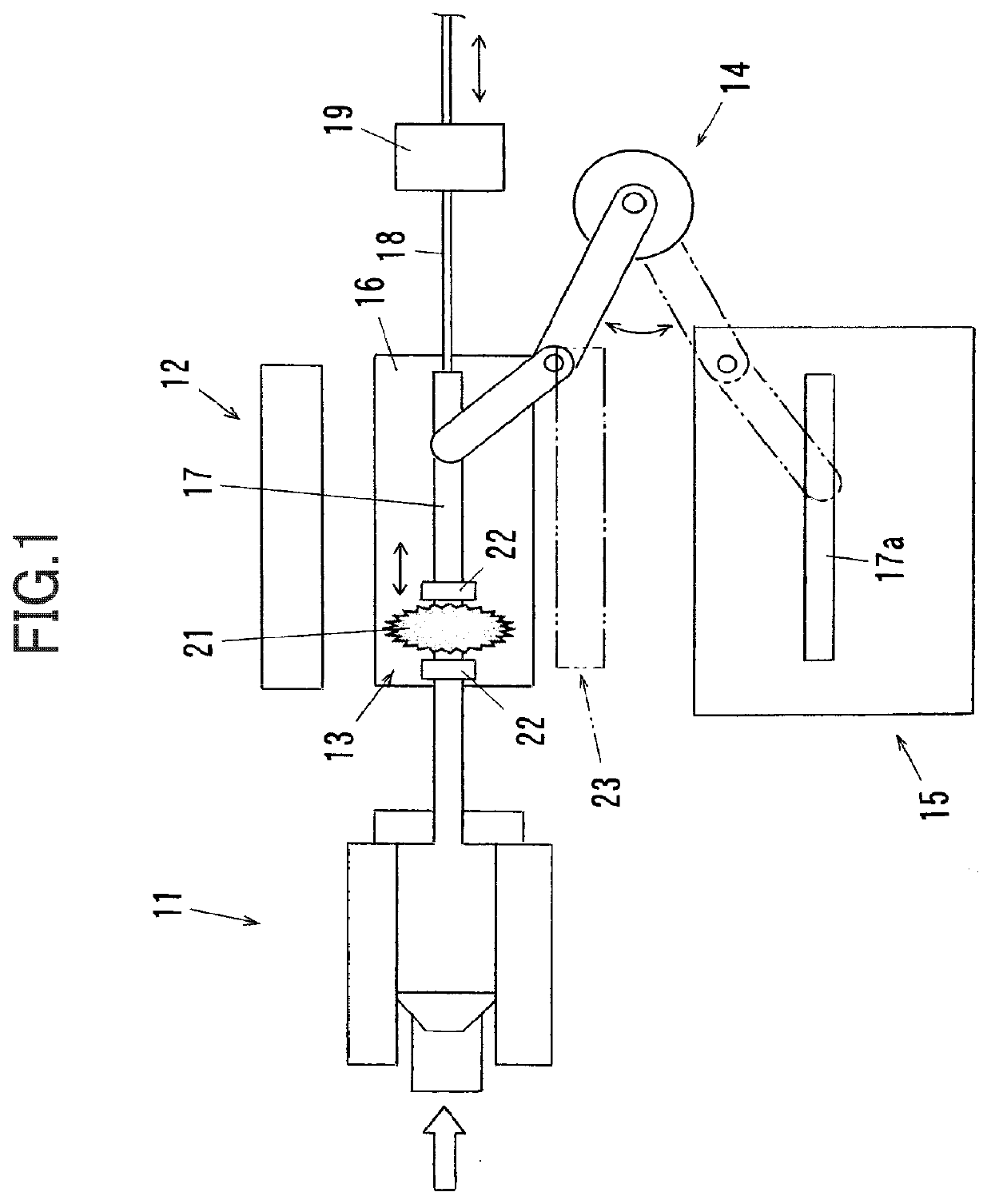
[0034]A system and method according to the embodiment of the present invention for producing aluminum alloy parts will be illustrated below, with reference to the schematic view of FIG. 1.
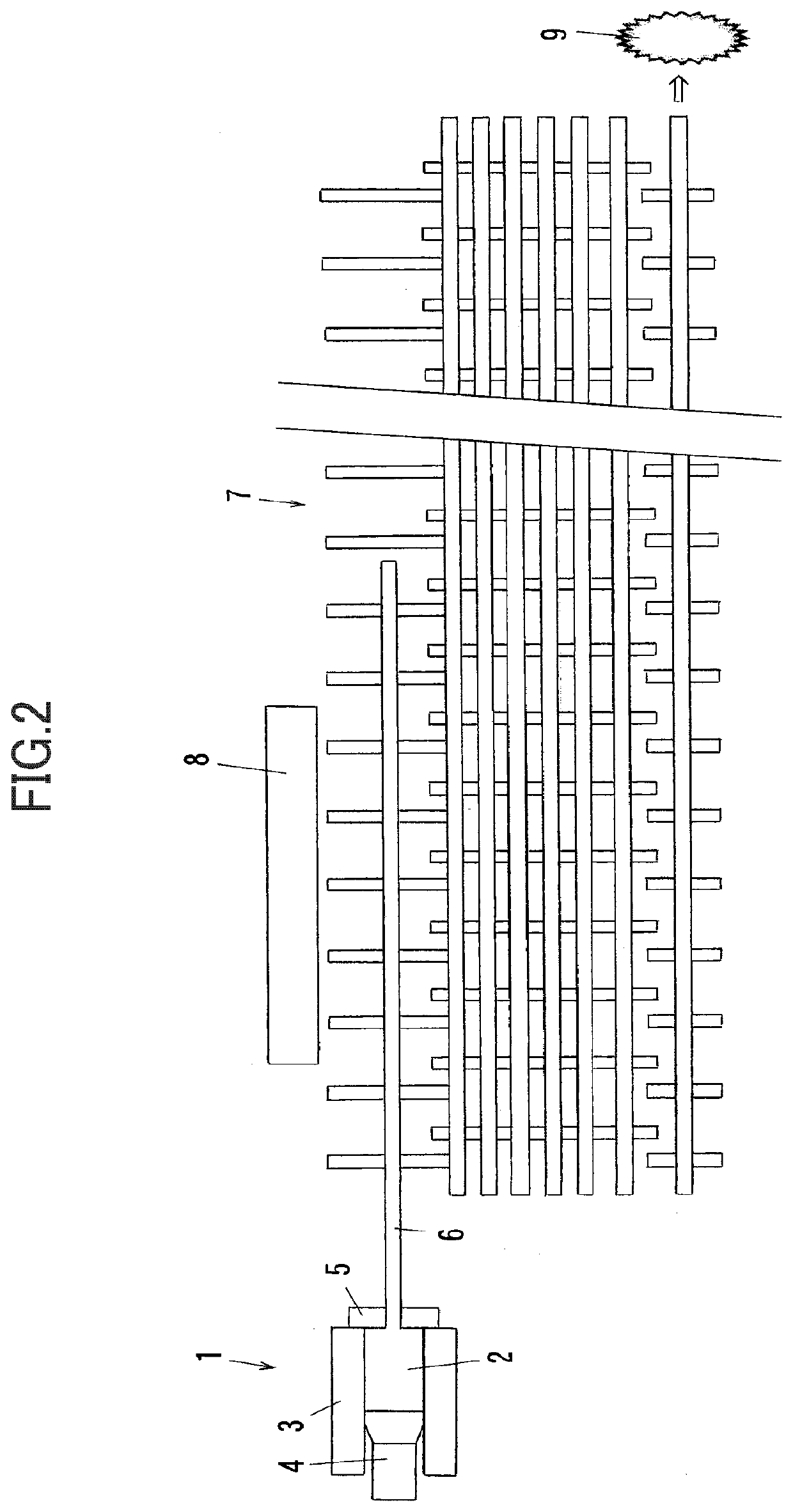
[0035]The production system illustrated in FIG. 1 includes an extruding press 11; a cooler 12 and a cutting device 13 disposed downstream from the extruding press 11; and a conveyer 14 and a plastic working machine 15 disposed in parallel with the extruding press 11.
[0036]The extruding press 11 is as with conventional one and hot-extrudes a heat-treatable aluminum alloy. Non-limiting examples of the heat-treatable aluminum alloy include 2xxx-series, 6xxx-series, and 7xxx-series aluminum alloys prescribed in Japanese Industrial Standards (JIS) or registered with Aluminum Association (AA).
[0037]The cooler 12 includes at least one of a fan air cooler or a water cooler and forcedly cools and quenches an extrusion 17 which is extruded from the die of the extruding press 11 and moves forward on a table 1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More