

Angular orientation control system for friction welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025]The embodiment herein described is not intended to be exhaustive or to limit the invention to the precise form disclosed. It is chosen and described to explain the principles of the invention and its application and practical use to best enable others skilled in the art to follow its teachings.
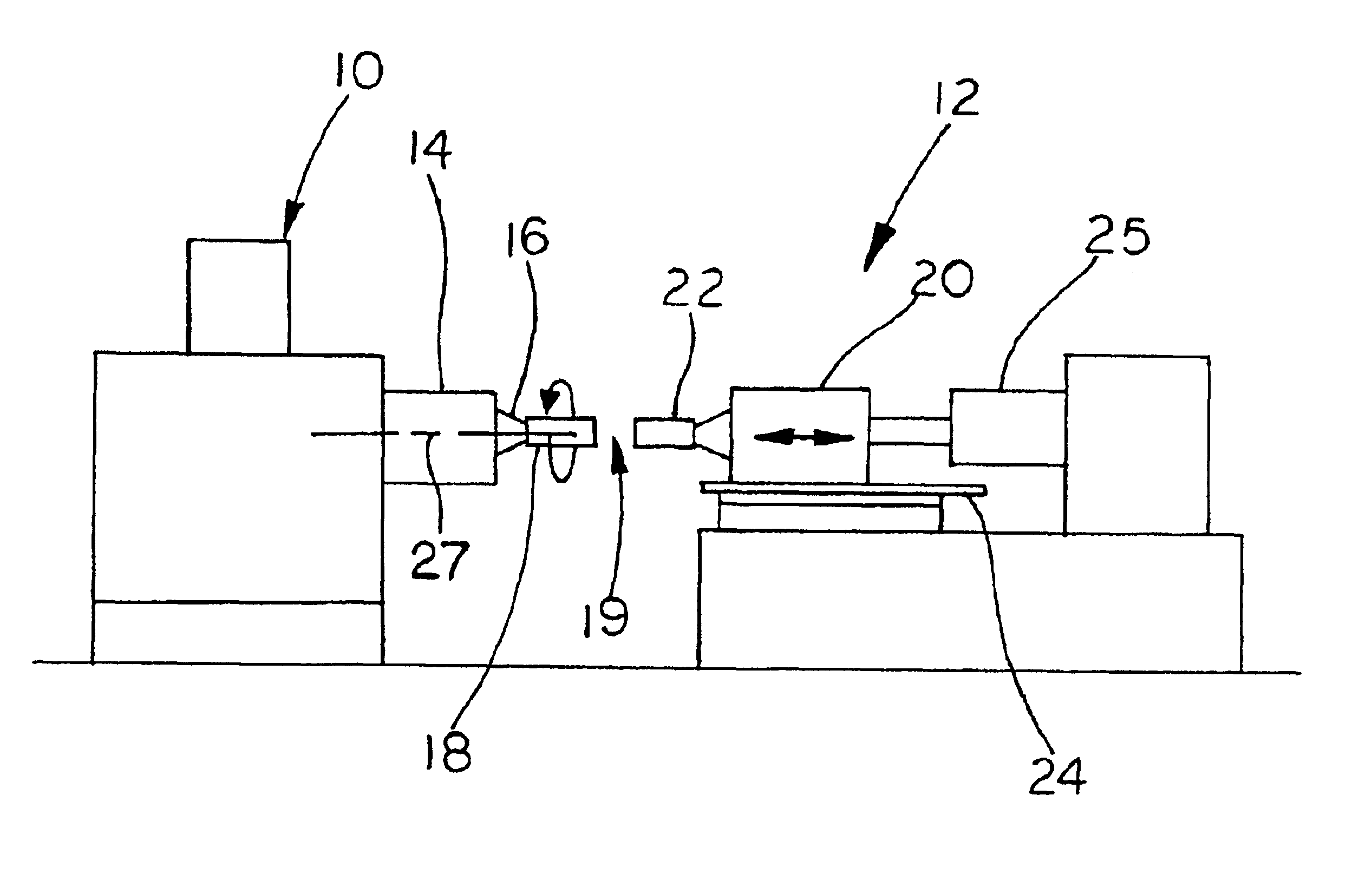
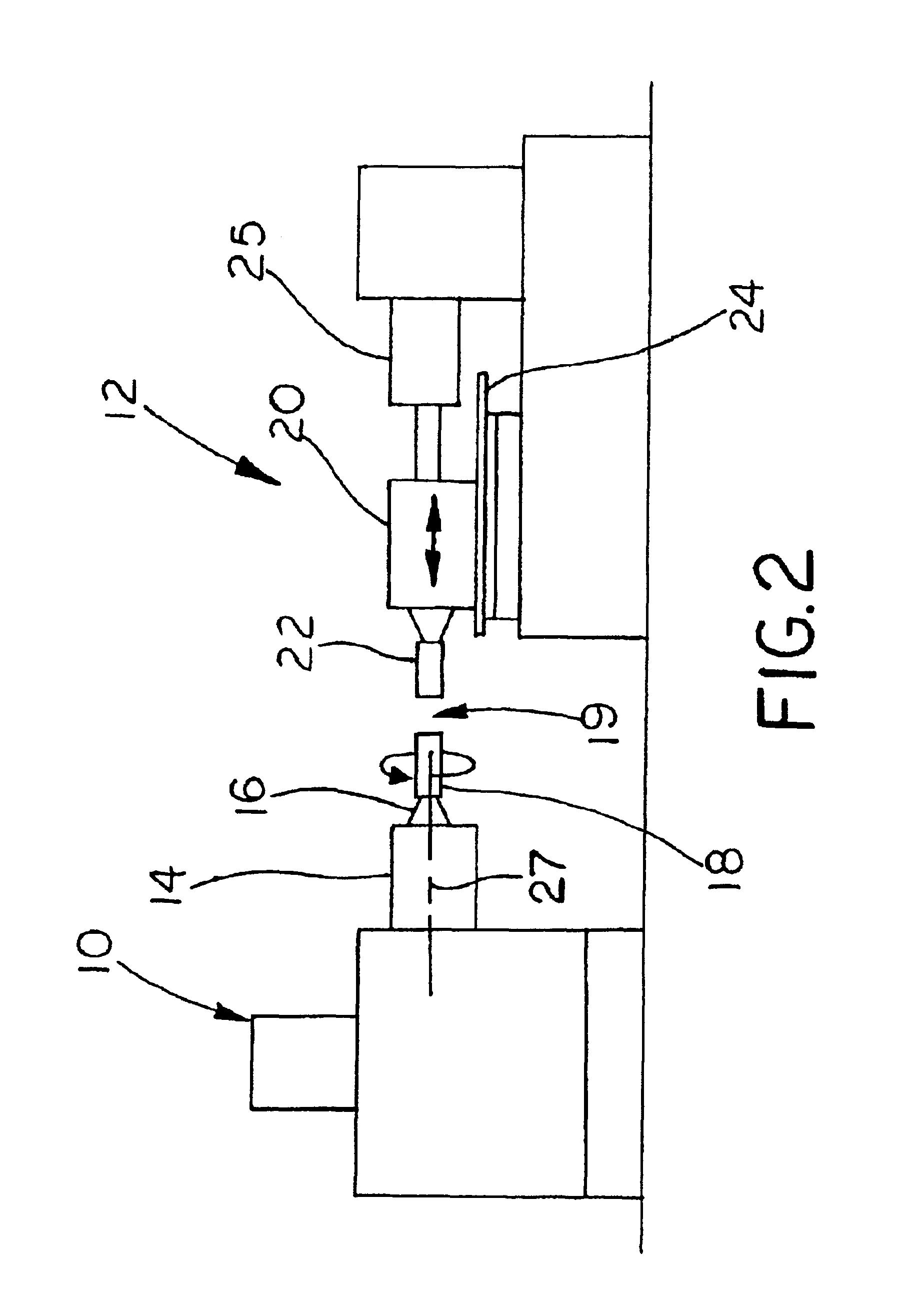
[0026]Referring now to the drawings, a control system for a friction welder according to the present invention is generally indicated by the reference numeral 10. Control system 10 is operatively connected to and controls the operation of a friction welding device 12. Friction welder 12 includes a rotating spindle 14, having a chuck assembly 16 for securing a first workpiece 18, and a non-rotating chuck assembly or tailstock 20 for holding a second workpiece 22. Typically, tailstock 20 is slidably mounted to a track or slide 24. An actuator 25 enables tailstock 20 holding second workpiece 22 to move towards spindle 14 holding first workpiece 18 in a direction parallel to the axis 27 of r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Nuclear radiation | aaaaa | aaaaa |
| Time | aaaaa | aaaaa |
| Force | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More