

Continuous casting technique for aluminum alloy thin belt blank
A continuous casting process and aluminum alloy technology, which is applied in the field of continuous casting process of aluminum alloy thin strips, can solve the problems of uneven surface quality and internal structure of cast strips, slow cooling speed of aluminum alloy thin strip blanks, and inconsistent cooling effects of upper and lower rolls and other problems, to achieve the effect of uniform internal structure, good surface quality and saving raw materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] The raw material of aluminum alloy is 5052, and its chemical composition is shown in Table 1.
[0030] Table 1
[0031] grade
Mg
Fe
Cr
Si
Zn
mn
Cu
Al
5052
2.363
0.372
0.191
0.115
0.100
0.055
0.017
margin
[0032] Production process such as Figure 4 As shown, the process is as follows:
[0033] Aluminum alloy billet preheating: first preheat the aluminum alloy billet at 200°C for 15 minutes;
[0034] Melting: Add a small amount of smelting flux into the resistance melting crucible furnace. When the inner wall of the crucible is red and bright, put the preheated aluminum alloy billet into the crucible. After standing for 10 minutes;
[0035] Stand still: Then transfer the melt into the tundish to keep warm for 15 minutes, and start casting when the temperature is 650°C;
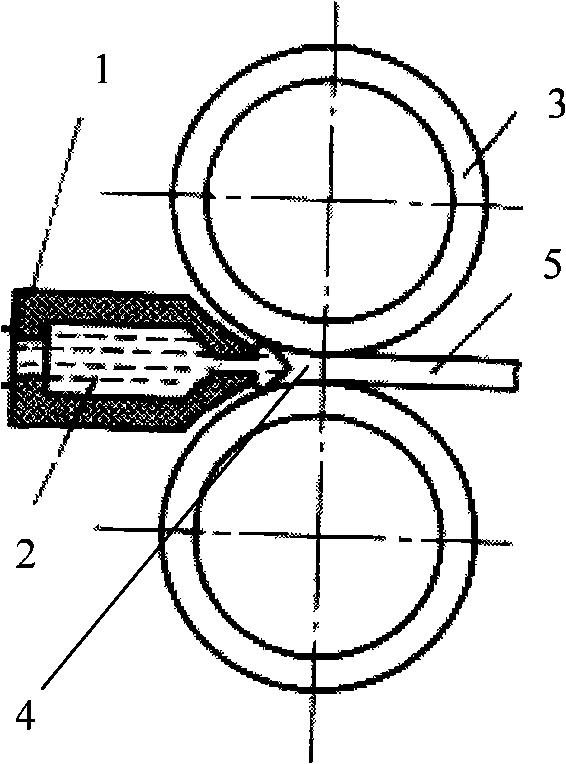
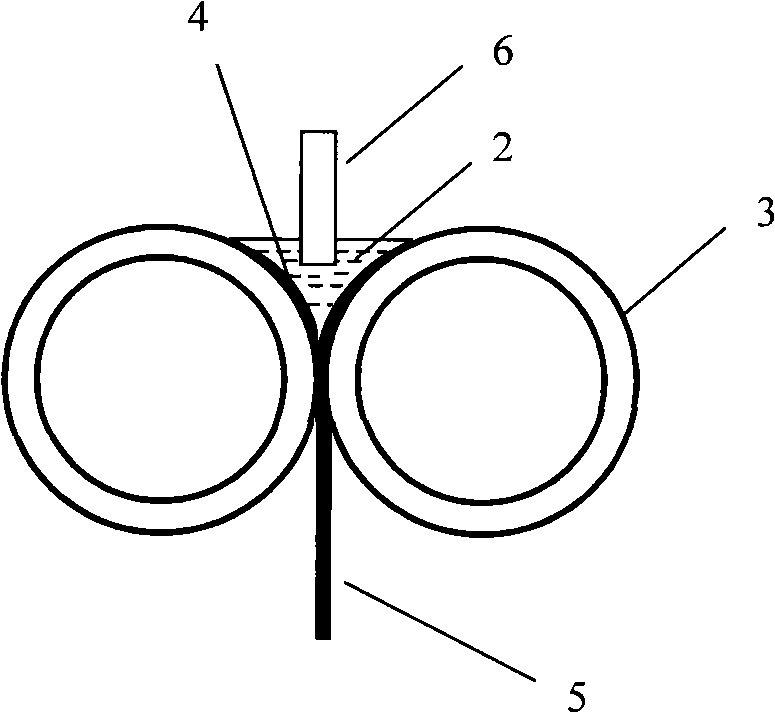
[0036] Continuous casting: The molten aluminum alloy is continuously cast through a flow d...
Embodiment 2
[0039] The aluminum alloy raw material, smelting method and casting roll size are the same as in Example 1.
[0040]Transfer the aluminum alloy melt into the tundish. After the ingot is melted, keep it warm for 15 minutes and start casting when the temperature is 660°C. The preheating temperature of the side sealing system before casting is 400°C. The melt enters through the distribution device during casting. The equal-diameter vertical twin-roll continuous casting machine is cast in submerged mode, the height of the molten pool is kept at 100mm, and the casting speed is 40m / min. After leaving the casting roll, the thin strip blank enters the pinch roll, and the aluminum alloy thin strip blank with a thickness of 2.5mm and a width of 150mm is obtained with good surface quality and uniform and fine internal structure.
Embodiment 3
[0042] The aluminum alloy raw material, smelting method and casting roll size are the same as in Example 1.
[0043] Transfer the aluminum alloy melt into the tundish, and start casting when the ingot is melted and left to stand for 20 minutes and the temperature is 680°C. The preheating temperature of the side sealing system before casting is 430°C, and the melt enters through the melt distribution device during casting, etc. Radial and vertical twin-roll continuous casting machine is used for submerged casting, the height of molten pool is kept at 100mm, and its casting speed is 50m / min. When the thin strip leaves the casting roll and enters the pinch roll, an aluminum alloy thin strip with a thickness of 2.0mm and a width of 150mm is obtained with good surface quality and uniform and fine internal structure.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More