

Rolling and shaping method of titanium alloy taper ring forged piece
A titanium alloy and tapered ring technology, which is applied in metal rolling and other directions, can solve the problems of cracking, large processing volume, and coarse grains of ring forgings, and achieve the effect of uniform structure, uniform structure and excellent performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0037] The main chemical element content (percentage by weight) of the titanium alloy is: 5.50%-6.80% Al content, 3.50%-4.50% V content, Fe content ≤ 0.30%, C content ≤ 0.10%, O content ≤ 0.20%, N content ≤ 0.05%, H content ≤ 0.015%, in addition to other trace elements, the balance is Ti.
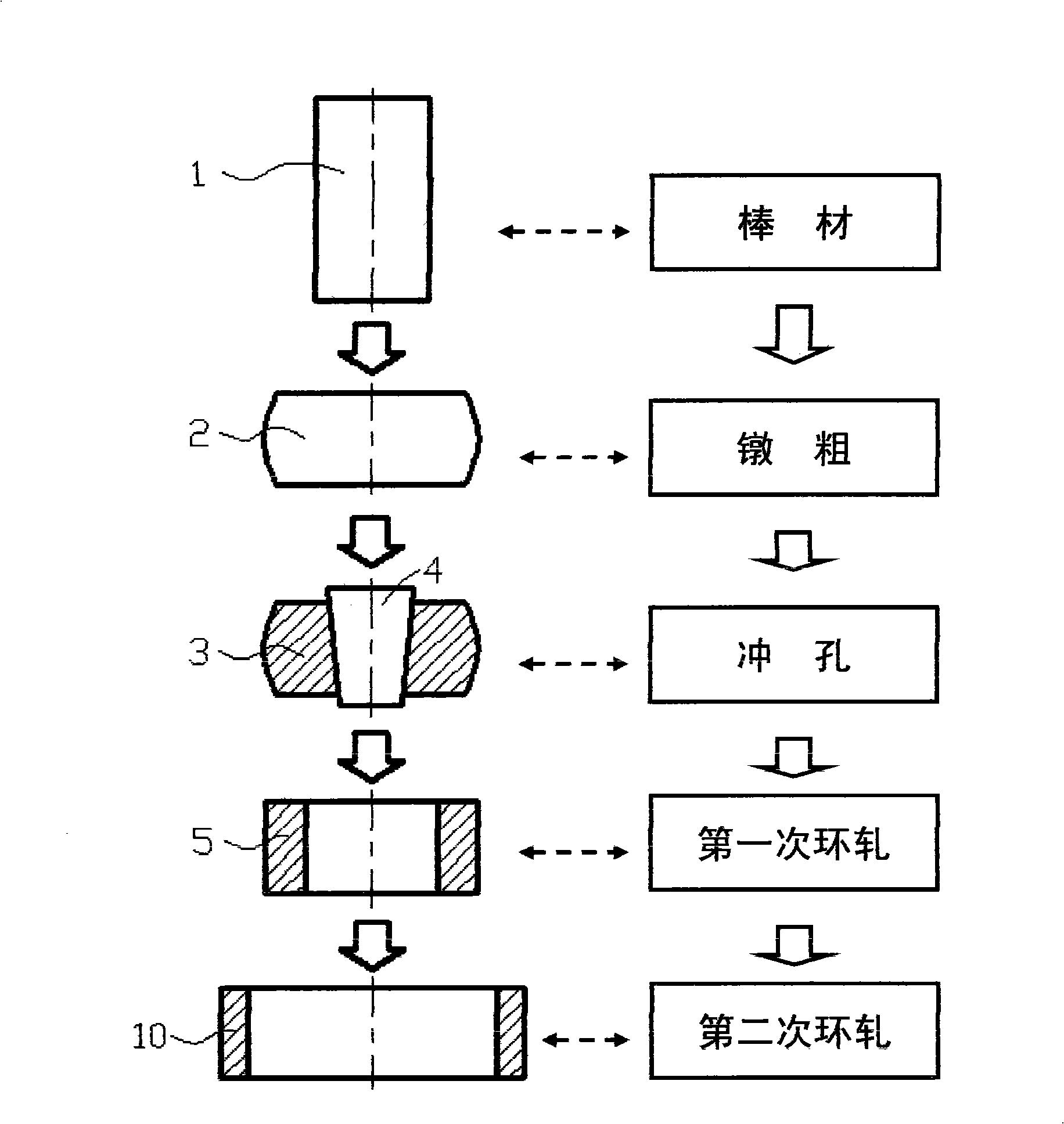
[0038] The process steps of the alloy from the bar to the production of qualified conical ring forgings are as follows:
[0039] Step 1: Billet making of a rectangular pre-rolled billet. Such as figure 1 As shown, the TC4 titanium alloy rod 1 blanked according to the specification is heated to 30°C below the phase transition point in a forging furnace, and it is upset on a forging press to deform it by 50% to 55% to obtain a solid round cake 2 , then the solid round cake 2 is punched out of the center hole with a punch 4 to obtain a hollow round cake 3, the inner diameter of the hollow round cake 3 is 30% to 35% of its outer diameter; the hollow round cake 3 is reheated to After the abov...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More