

Welding process for rear overhang rack
A welding process and rear suspension technology, which is applied to suspensions, vehicle parts, cantilevers mounted on pivots, etc., can solve the problems of difficult heat treatment of drag arm components, ignoring welding heat-affected zones, ignoring stress concentration points, etc. , to achieve the effect of easy control of quality, reduction of heat treatment process, and elimination of welding residual stress
Inactive Publication Date: 2008-10-29
SHANGHAI ZHONGLI AUTO PARTS
View PDF0 Cites 6 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0007] 1. The stress concentration point is ignored during the test loading;
[0008] 2. The welding heat affected zone is ignored;
[0012] It is generally believed that the residual stress of welding is equivalent to the average stress, and the tensile residual stress is equivalent to a tensile average stress, which reduces the fatigue strength, and the measure to eliminate the residual stress is to carry out heat treatment on the components, but for the complex heat treatment is difficult
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment
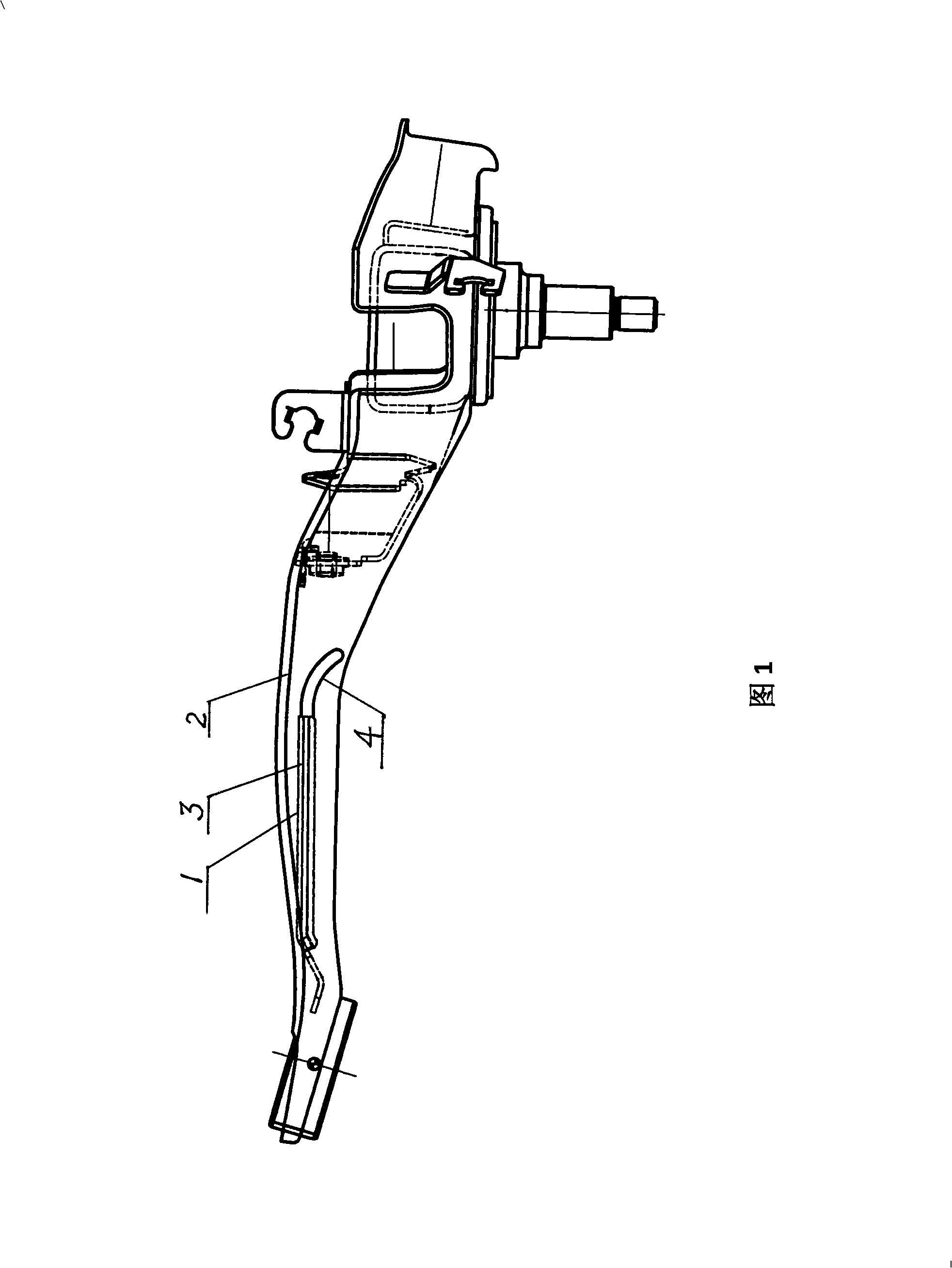
[0021] As shown in Figure 1, it is a schematic diagram of the welding structure of a rear suspension of an automobile. The welding process of the rear suspension of an automobile is as follows: the reinforcing plate 1 is welded with the trailing arm 2, and then welded at the joint of the weld 3 Transition to the bottom edge of the drag arm 2 with a smooth arc 4, the length of the arc 4 is 43mm, the radius of the arc is 35mm, the weld width is 7mm, and all welding parameters are the same as the original welding.
[0022] The welded rear suspension of the automobile did not break after reaching the required number of fatigue times during the suspension fatigue test.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Radius | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
Login to View More
Abstract
The invention relates to a welding technique of a back suspension fork of an automobile; a reinforced plate is connected with a dragging arm; the invention is characterized in that the head part of a welding line is welded with a smooth arc and then is transited to the bottom side of the dragging arm; the welding technique of the invention has the advantages of removing the heat treatment after the welding and eliminating welding residual stress of the welding joint of the reinforced plate, thereby simplifying the technique during manufacture, being easy to control the quality, improving the fatigue strength of a product and reducing the manufacturing cost.
Description
technical field [0001] The invention relates to a welding process of an automobile rear suspension, in particular to a welding process of an automobile rear suspension-trailing arm, which further improves the fatigue strength of the suspension system and belongs to the technical field of welding processes. Background technique [0002] In China, in order to meet the requirements of a car chassis and increase the strength of the rear suspension-trailing arm, a reinforcing plate is added to the rear suspension-trailing arm of the car, and the reinforcing plate and the trailing arm are welded. [0003] The welding process between the reinforcement plate and the drag arm body has the following characteristics: [0004] 1. When the reinforcing plate and the dragging arm are welded, the starting and closing positions of the arc are sealed and welded; [0005] 2. When welding the reinforcing plate and the dragging arm, there is a margin of 12mm between the starting and ending posi...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More IPC IPC(8): B60G7/00
Inventor魏彬
OwnerSHANGHAI ZHONGLI AUTO PARTS