

A method for prolonging fatigue life of welded joints
A welded joint and fatigue technology, which is applied in the field of fatigue life extension of welded joints, can solve the problems of reducing stress level, local stress concentration on component surface, and fatigue life reduction, so as to improve fatigue performance and wear resistance, increase fatigue life, and improve surface The effect of strength and hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
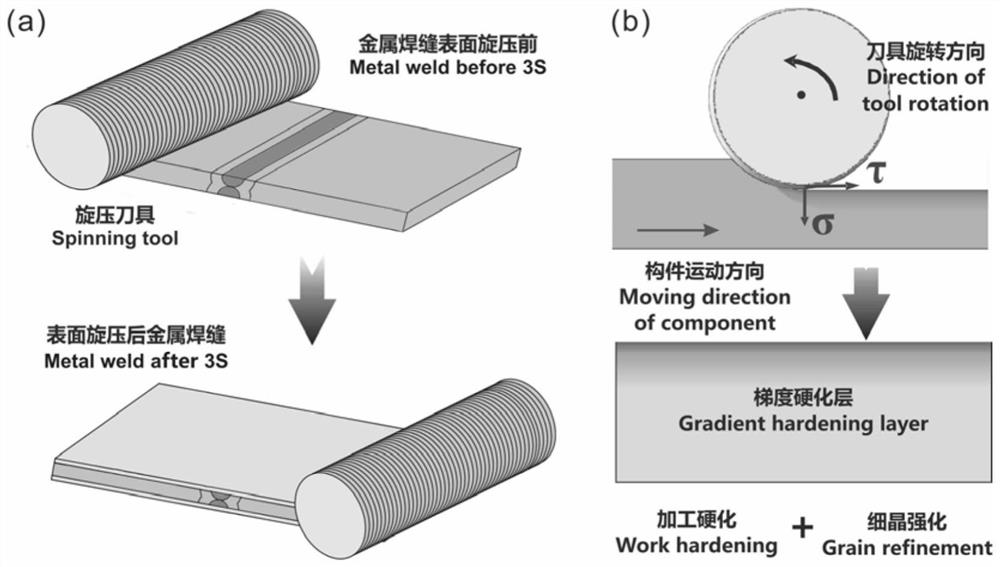
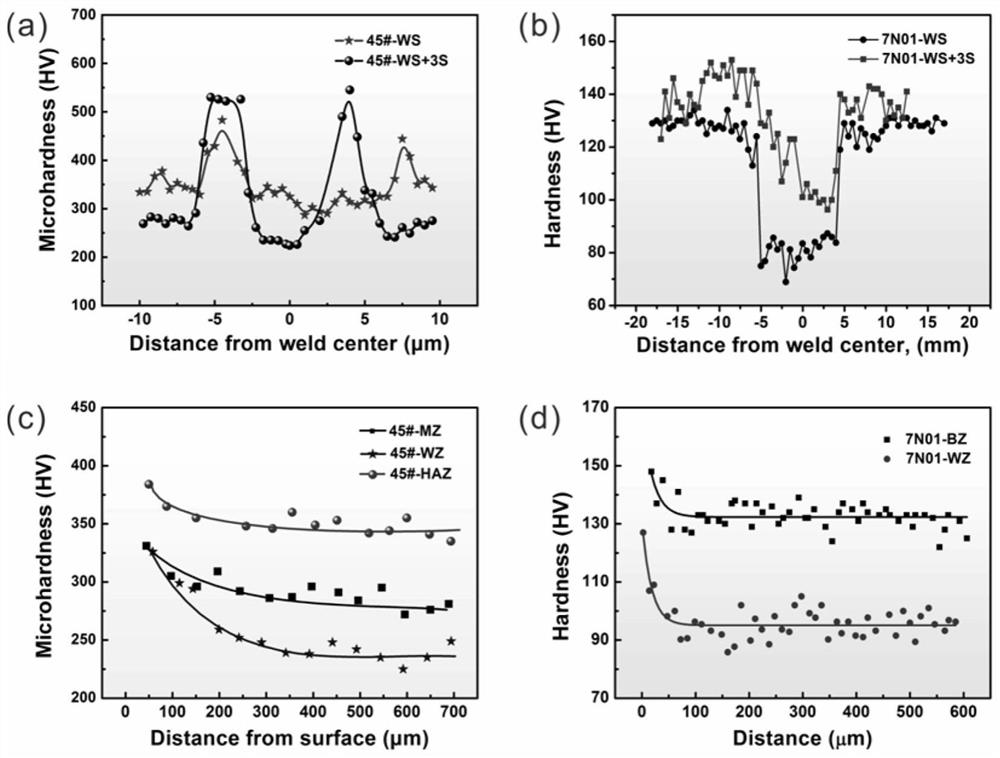
[0056] This embodiment is the surface spinning strengthening process of 45# steel welded joints. For the 45# steel (tensile strength 500MPa-1000MPa) of this embodiment, in order to ensure the input of the required compressive stress and shear stress for surface strengthening, it can simultaneously achieve For better surface finish, choose a tool with a double helix machining blade with a pitch value of 200mm, a tooth thickness of 1.5mm, a tooth width of 2mm, and a helical groove depth of 1.5mm.
[0057] The surface spinning process of the present embodiment is as follows:
[0058] Step 1: Work piece welding. Two 45# steel base metal plates were butt welded with ER-70S-6 low carbon steel welding wire, and the welding method was non-melting inert gas shielded welding (TIG).
[0059] Step 2: Spinning tool and workpiece clamping. Install the spinning tool on the bearing of the spinning machine, and clamp the workpiece on the worktable. The processed surface of the workpiece is p...
Embodiment 2
[0068] This embodiment is the surface spinning strengthening process of 7N01 aluminum alloy welded joints. For the aluminum alloy with high plasticity in this embodiment, in order to obtain a lower surface roughness, the pitch value of the double helix processing blade is 400mm. A tool with a tooth thickness of 0.3mm, a tooth width of 1.5mm, and a helical groove depth of 0.3mm.
[0069] The surface spinning process of the present embodiment is as follows:
[0070] Step 1: Work piece welding. Two 7N01 aluminum alloy base metal plates were butt welded with 5356 aluminum alloy welding wire, and the welding method was molten inert gas shielded welding (MIG).
[0071] Step 2: Spinning tool and workpiece clamping. Install the spinning tool on the bearing of the spinning machine, and clamp the workpiece on the worktable. The processed surface of the workpiece is parallel to the axis of the spinning tool.
[0072] Step 3: Calibrate the knife. The worktable and the spinning tool ar...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More