

Large size roller cold-upsetting and press-forming method, and cold-upsetting and press-forming mold
A stamping die and large-size technology, which is applied in the field of cold heading stamping dies, can solve problems such as difficult to eliminate errors, difficult to realize metallographic structure, and affect roller strength, so as to achieve geometric size and accuracy guarantee, improve internal structure, improve The effect of the mechanical properties of the material
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
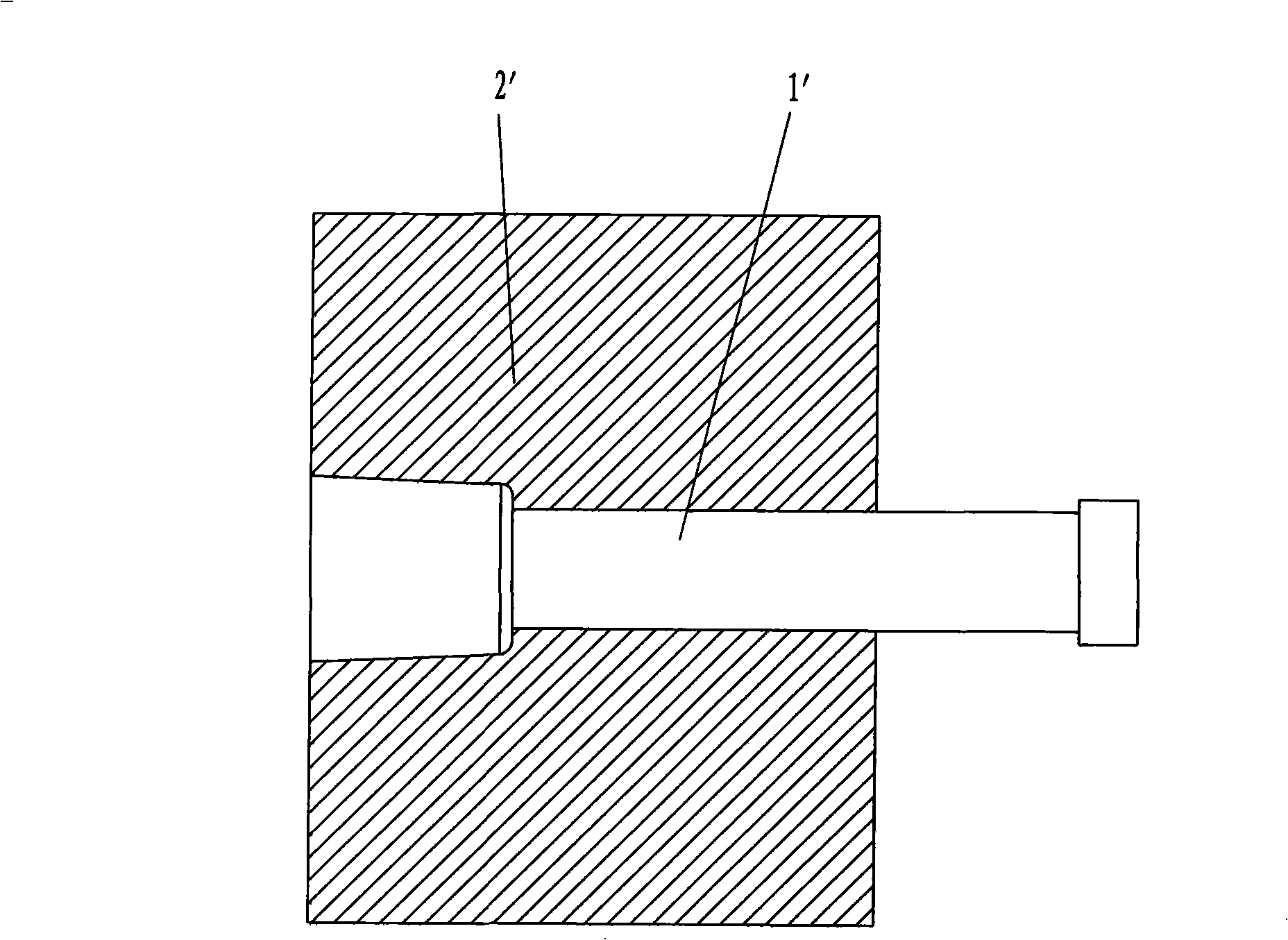
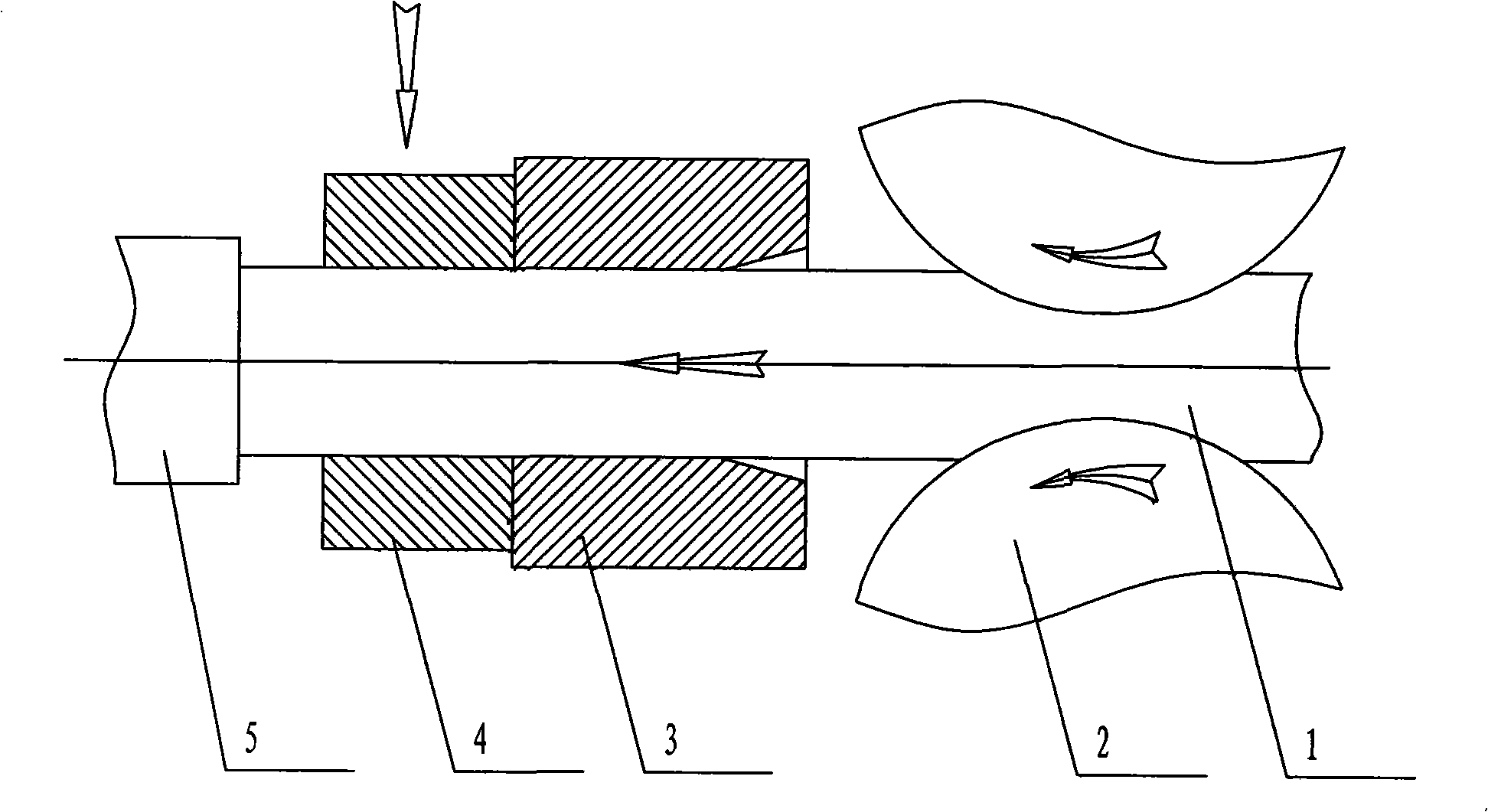
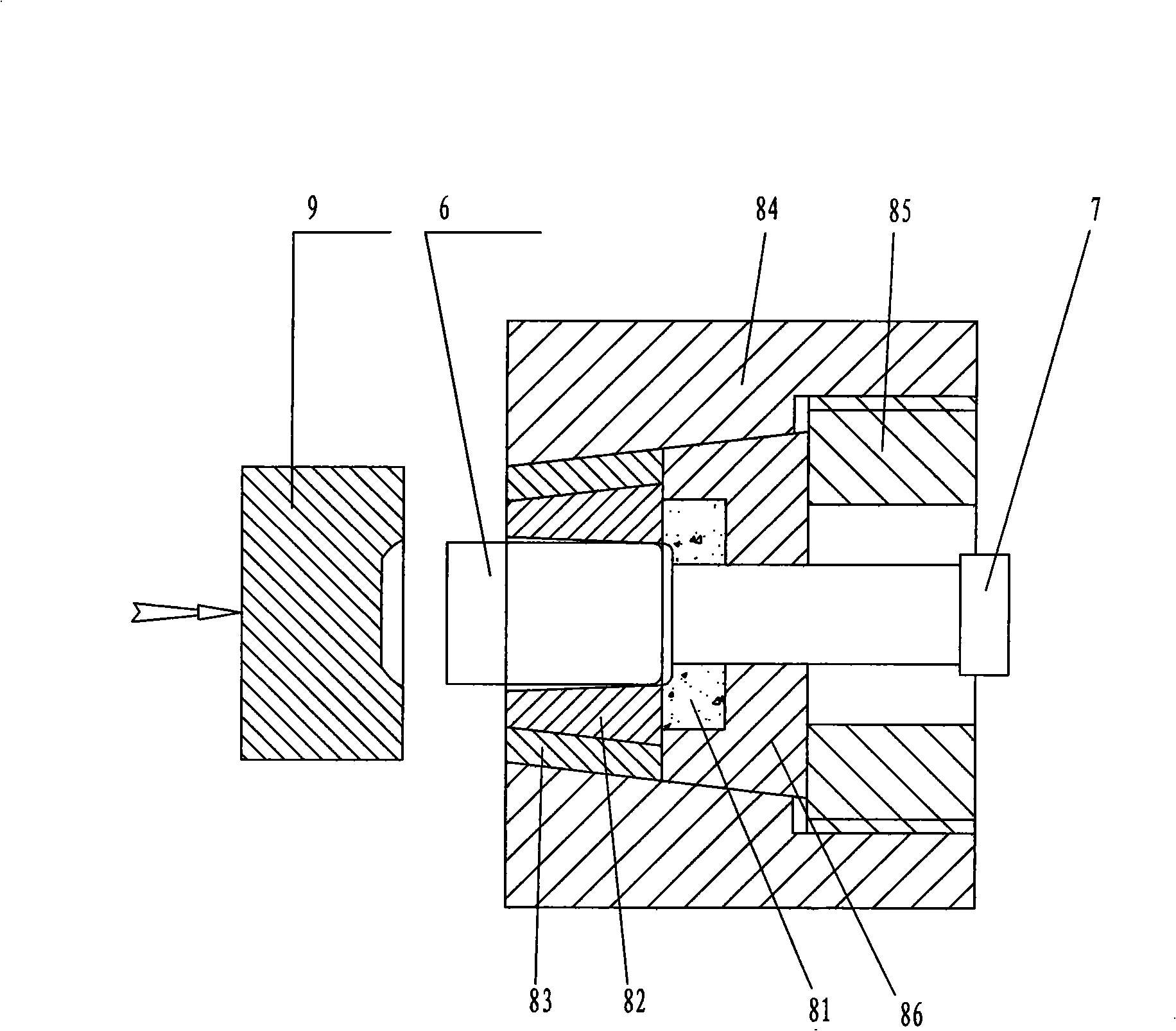
[0027] see Figure 1 to Figure 5 , The cold heading roller stamping method of the embodiment of the present invention is suitable for the processing of short cylindrical roller bearing rollers. The present invention utilizes figure 1 The bar material cutting die shown cuts the roller material-bar material 1 into a roller material section 6, and the bar material cutting die is provided with a feeding wheel 2, a cutting die 3, a cutter 4, and a material shelf 5, and the bar material 1 and the feeding wheel 2. The cutting die 3 is movably connected, the cutter 4 is installed on one end of the cutting die 3, the material shelf 5 is installed on one side of the cutter 4, and the bar 1 is figure 1 After the right side passes through the cutting die 3, it is cut by the cutter 4 into a roller material section 6 and enters the material shelf 5, and then passes through figure 2 The shown cold heading stamping die adopts cold heading stamping technology to process the roller material ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More