

Extrusion cooling method of pipe production line
A cooling method and production line technology, which is applied to tubular objects, other household appliances, household appliances, etc., can solve problems such as low pass rate, fluffing and packing, and affect product performance, so as to avoid many defective products, long service life, good cooling effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be further described below in conjunction with embodiments, but the present invention is not limited.
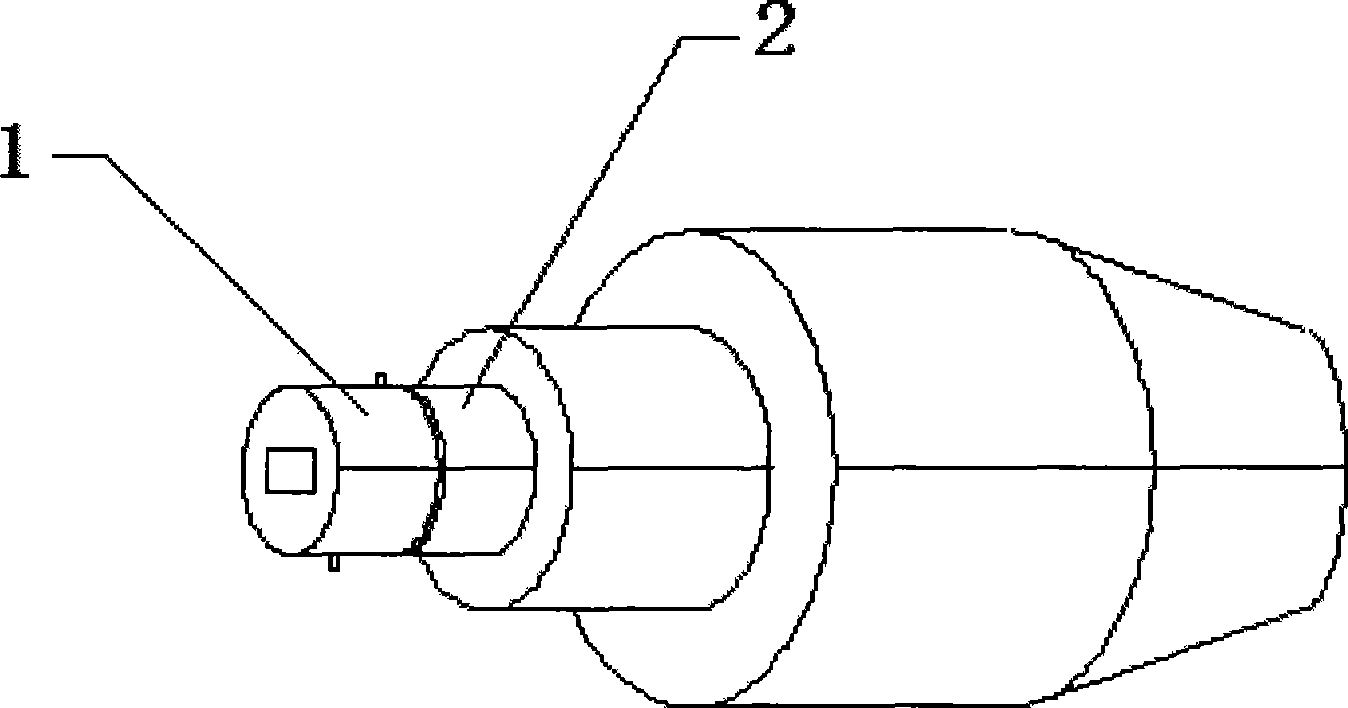
[0025] figure 1 Shown is an extrusion die with a cooling device. The cooling device is a ring structure, so it can be called a cooling ring. The middle channel of the cooling ring 1 communicates with the extrusion die, and the ring wall of the cooling ring 1 is provided with a coolant The channel is used to cool the product extruded from the extrusion die 2 through the coolant in the coolant channel.
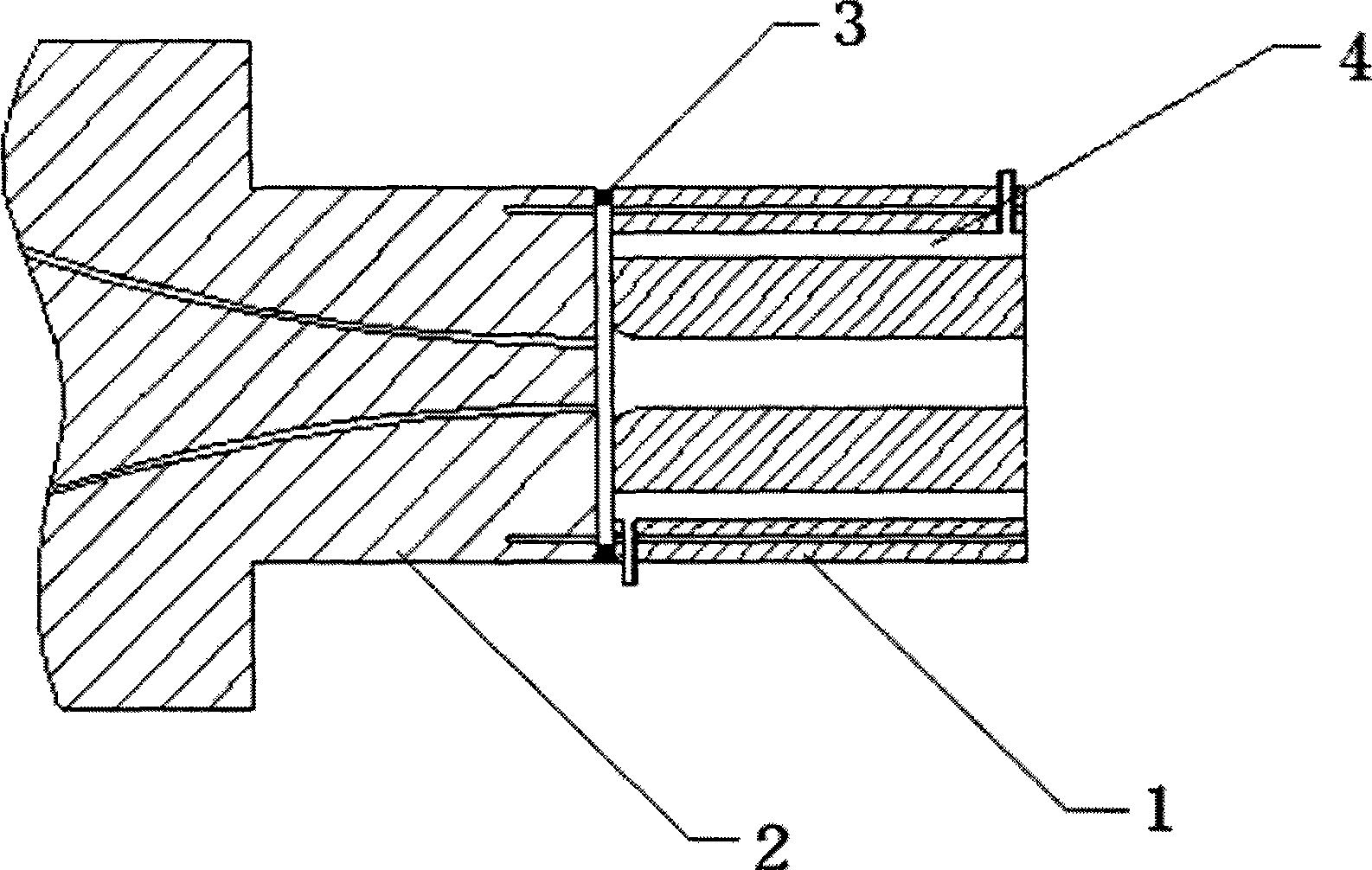
[0026] When the coolant channel is a cavity structure, such as figure 2 As shown, the cooling ring 1 is fixed at the welding point 3 by welding at a distance of about 0.5 mm from the die 2. When the product is extruded into the cooling ring 1 through the die 2, the coolant silicone oil is in the coolant of the cavity structure The channel 4 circulates, so as to cool down the product extruded by the die.
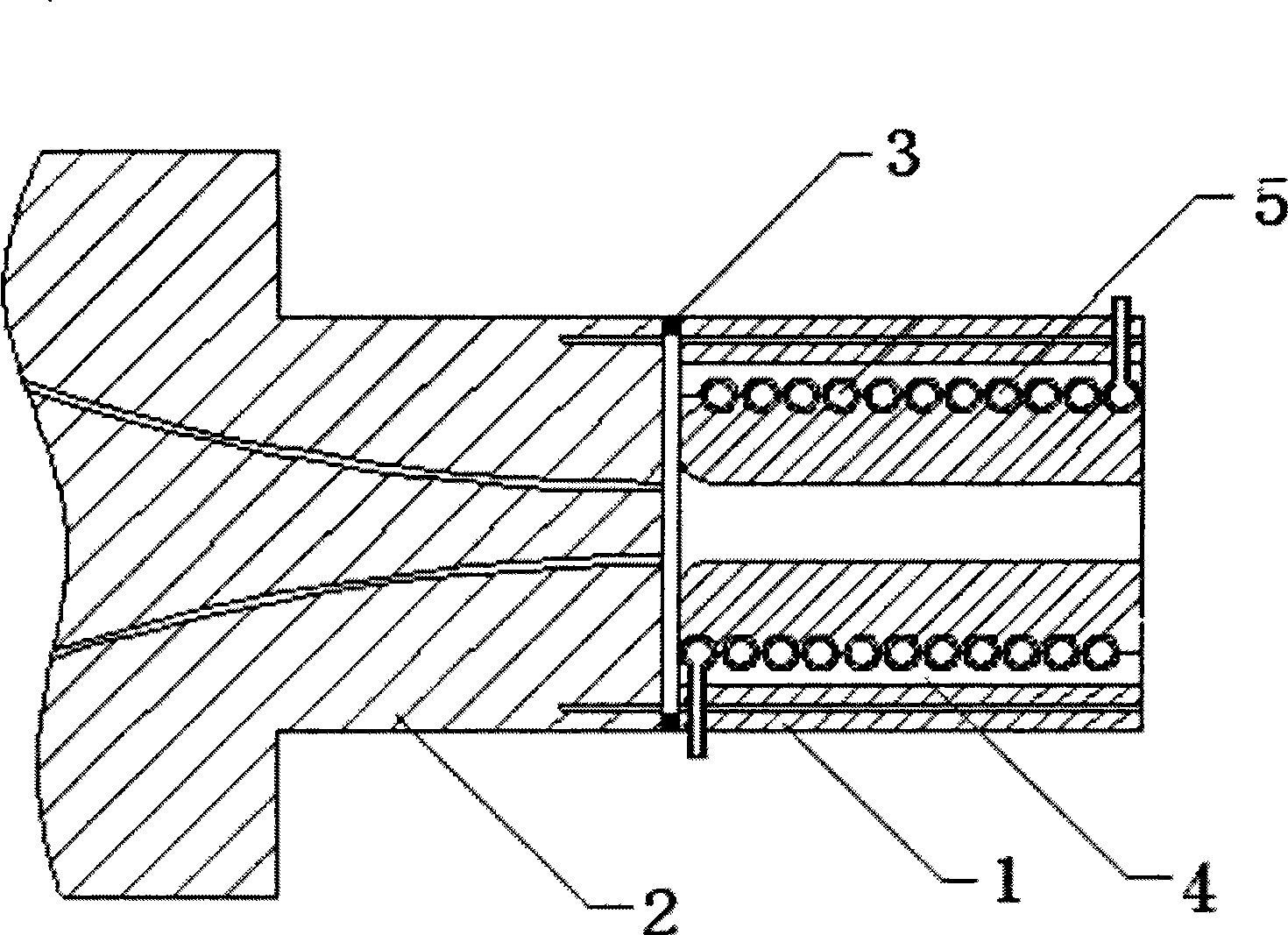
[0027] Such as image 3 As shown, the co...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More