

Method for reducing laser welding pores of cast magnesium alloy
A technology for casting magnesium alloys and laser welding, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problem of limited preventive measures
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
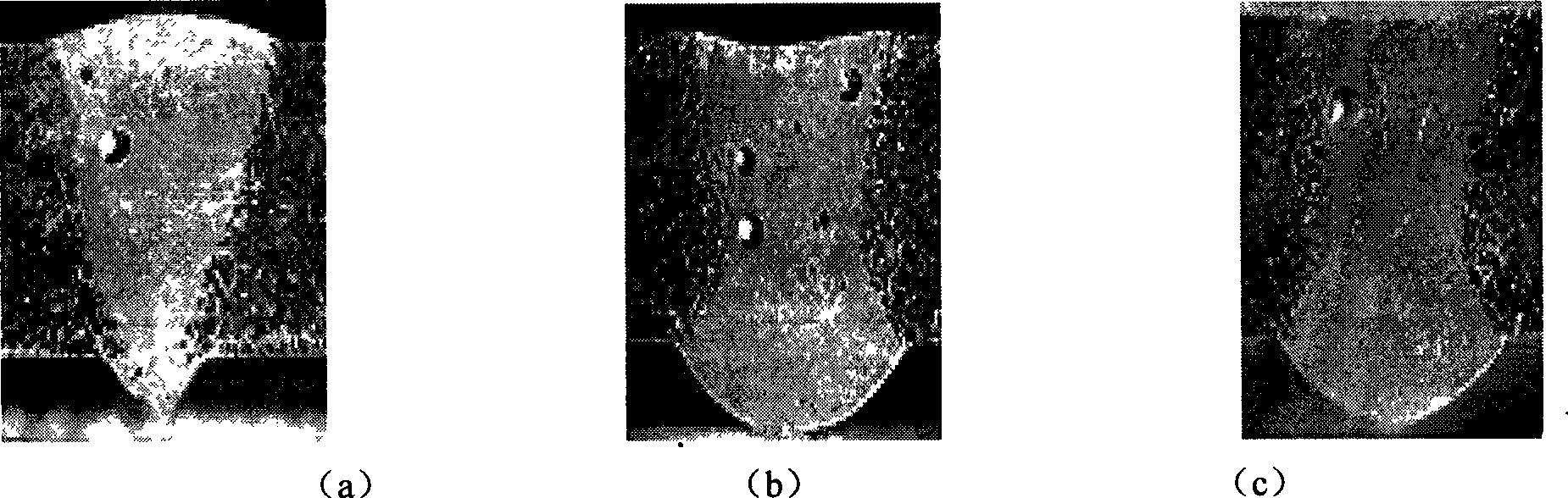
[0019] In the experiment, for cast magnesium alloys with base metal shrinkage porosity of 2% to 5%, the thickness of the plate is 4mm. During self-fluxing welding, the process parameters are optimized. The power is 3500W, the welding speed is 3m / min, and the defocus is In the case of -2, penetration can be achieved, and the obtained weld section is as follows figure 2 shown.
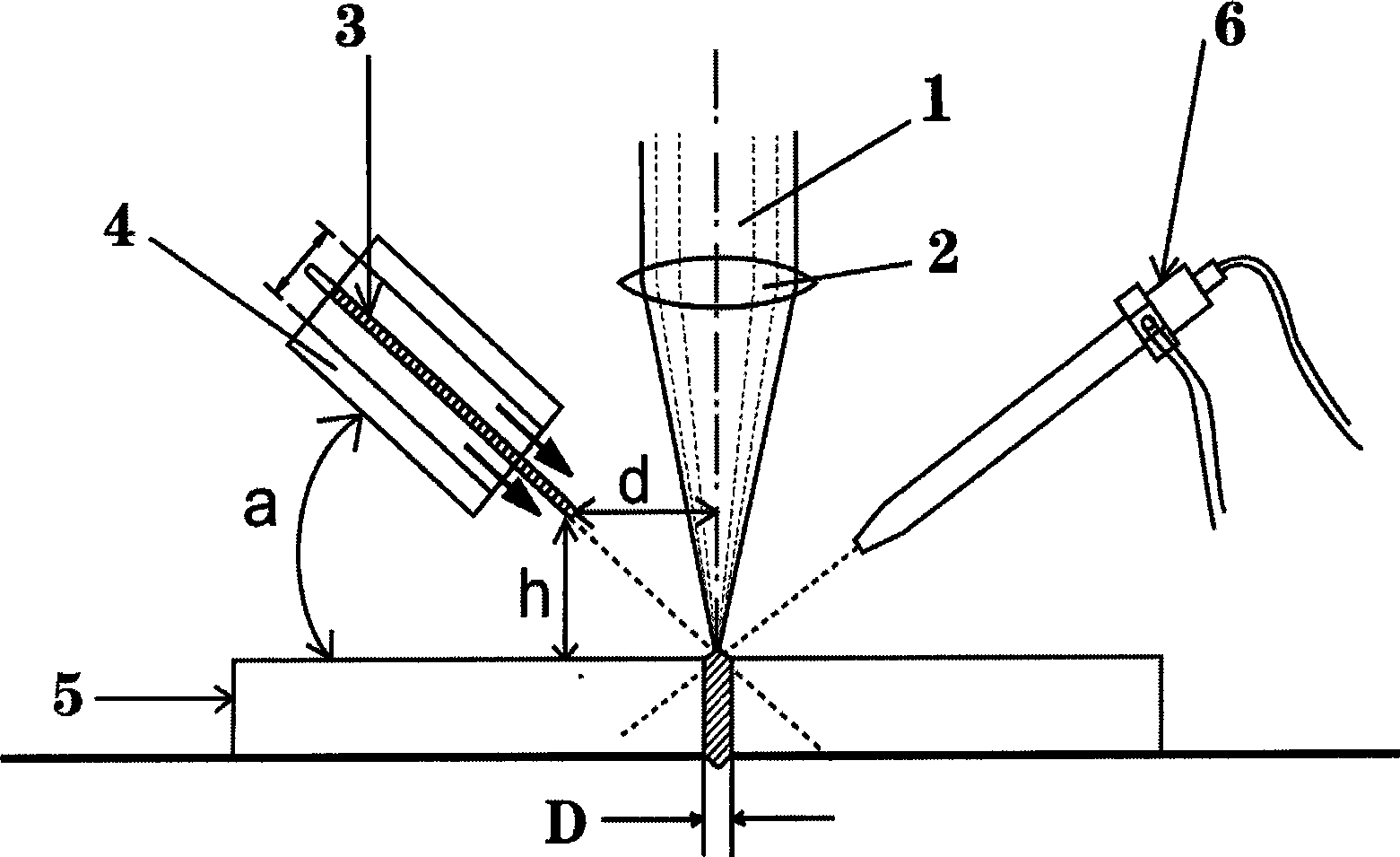
[0020] In the case of adding welding wire, the power is 3500W, the welding speed is 3m / min, the defocus is -2, the wire feeding speed is 1.0m / min, h=0.5mm d=0.5mm a=35° The weld cross-section is as image 3 shown.
Embodiment 2
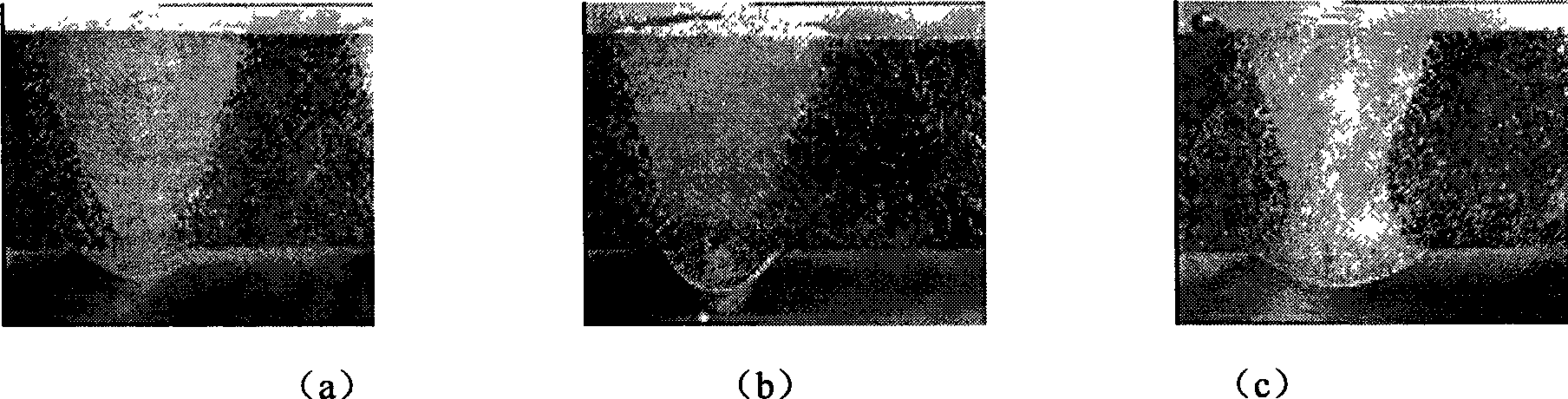
[0022] In the experiment, for the cast magnesium alloy with base metal shrinkage rate of 12-15%, the thickness of the plate is 4mm. During self-fluxing welding, the process parameters are optimized. The power is 3500W, the welding speed is 2m / min, and the defocus amount is - In the case of 2, penetration can be achieved, and the obtained weld cross section is as follows Figure 4 shown.
[0023] In the case of adding welding wire, the power is 3500W, the welding speed is 2m / min, the defocus is -2, the wire feeding speed is 1.8m / min, h=0.5mm d=0.5mm a=35° The weld cross-section is as Figure 5 shown.
[0024] It can be clearly seen from the figure that the effect of filler wire on the porosity control of laser-welded cast magnesium alloys is obvious. For cast magnesium alloys with shrinkage porosity of 2% to 5%, the average porosity of the weld is 5% in the case of self-fluxing welding. The average porosity of the weld after welding wire is 0.5%.
[0025] The average porosi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More