

Composite material hammerhead of crusher and negative pressure casting method thereof
A composite material and negative pressure casting technology, which is applied in grain processing and other directions, can solve the problems that the microscopic shadow effect of reinforced particles is not fully exerted, the hammer head fails, and the composite material layer is separated from the metal matrix.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
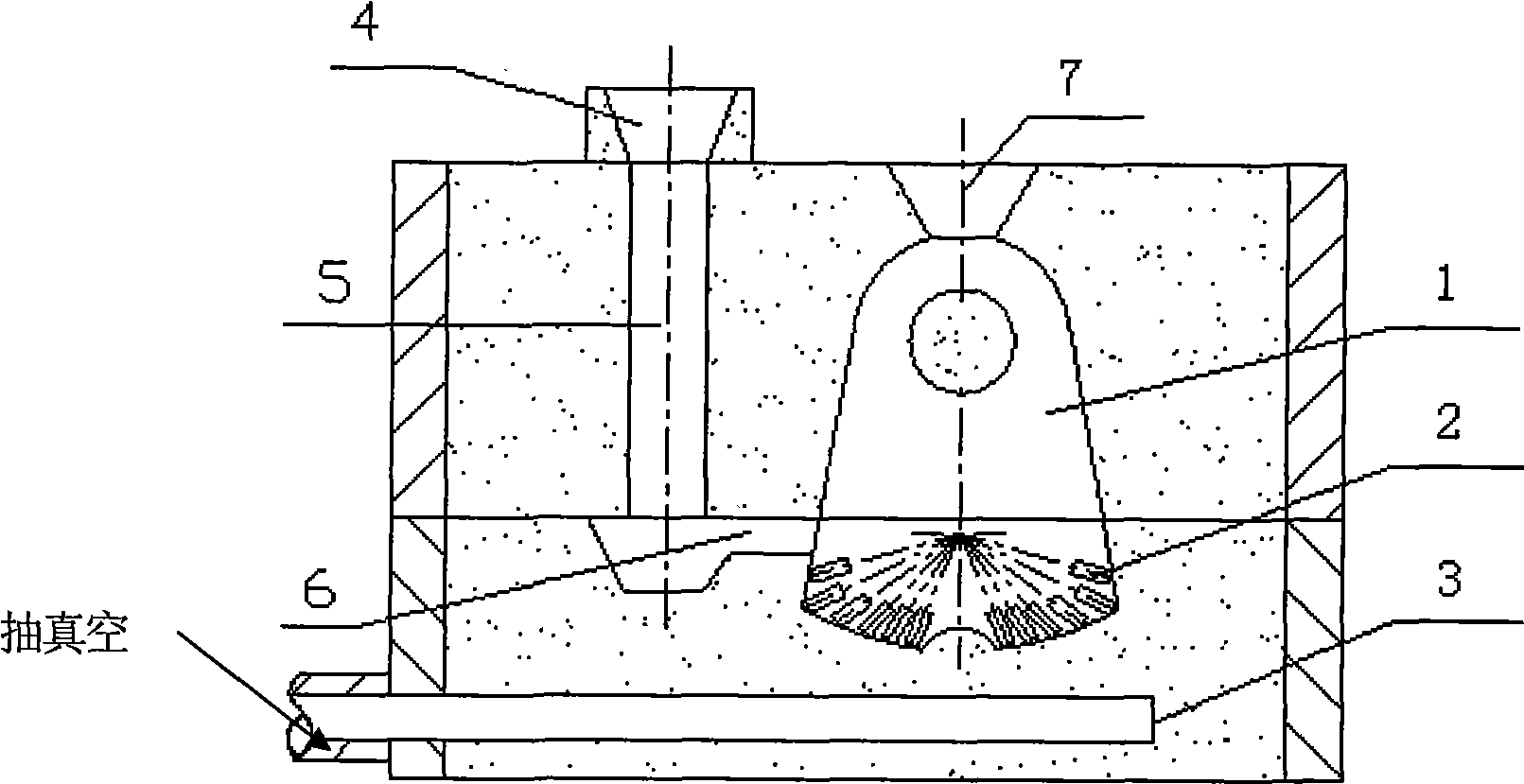
[0028] Embodiment 1: see figure 1 , first use sodium silicate sand to shape the hammerhead of the crusher, with a hardness of 2500-3000Hv and a density of 15.8-16.5g / mm 3 , WC particles with a particle size of 300 μm to 750 μm and a mass percentage of 20% of borax, 17% of Na 2 SiO 3 12H 2 O, the balance is that the binder made of water is mixed into a paste according to the mass ratio of 100:6, and filled in several bottom surfaces made of 1Cr18Ni9Ti with a diameter of 10mm and a length of 35mm, and the diameter of the metal wire constituting the metal mesh 220 μm, grid size 300 μm×300 μm columnar metal mesh, sealed and dried at 200°C to form several preforms 2 and placed on the end face side of the mold cavity 1. A 250kg medium-frequency induction furnace is used to melt high manganese steel to form molten metal. The temperature of the molten metal is 1540°C, and the pouring temperature is 1470°C. The vacuum pump is started 5 minutes before the molten metal is released, a...
Embodiment 2
[0038] Embodiment 2: see attached figure 1 , first use resin sand to shape the hammer head of the crusher, with a hardness of 2500-3000Hv and a density of 15.8-16.5g / mm 3 , WC particles with a particle size of 300 μm to 750 μm and a mass percentage of 18% borax, 15% Na 2 SiO 3 12H 2 O, the balance is that the binder made of water is mixed into a paste according to the mass ratio of 100:4, and filled in several bottom surfaces made of 1Cr18Ni9Ti with a diameter of 10mm and a length of 32mm, and the diameter of the metal wire constituting the metal mesh 220 μm, grid size 300 μm×300 μm columnar metal mesh, sealed and dried at 150°C to form several preforms 2 and placed on the end face side of the mold cavity 1. A 250kg intermediate frequency induction furnace is used to smelt alloy steel to form molten metal. The temperature of the molten metal is 1650°C, and the pouring temperature is 1580°C; the vacuum pump is started 5 minutes before the molten metal is released, and the v...
Embodiment 3
[0048] Embodiment 3: see attached figure 1 , first use resin sand to shape the hammer head of the crusher, with a hardness of 2500-3000Hv and a density of 15.8-16.5g / mm 3 , WC particles with a particle size of 300 μm to 750 μm and a mass percentage of 15% of borax, 13% of Na 2 SiO 3 12H 2 O, the balance is that the binder made of water is mixed into a paste according to the mass ratio of 100:5, and filled in several bottom surfaces made of 1Cr18Ni9Ti with a diameter of 10mm and a length of 30mm, and the diameter of the metal wire that constitutes the metal mesh 220 μm, grid size 300 μm×300 μm columnar metal mesh, sealed and dried at 100°C to form several preforms 2 and placed on the end face side of the mold cavity 1. A 250kg medium-frequency induction furnace is used to melt carbon steel to form molten metal. The temperature of the molten metal is 1600°C, and the pouring temperature is 1530°C; the vacuum pump is started 5 minutes before the molten metal is released, and t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
| Bottom diameter | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More