Friction extrusion method for preparing aluminium silicon alloy section bar
A technology of aluminum-silicon alloy and extrusion method, which is applied in the field of metal forming processing, can solve the problems of high equipment and mold requirements and difficult material forming, achieve low equipment and mold requirements, eliminate casting defects, and have a good silicon phase refinement effect Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] Friction extrusion processing of Al-30% Si alloy:
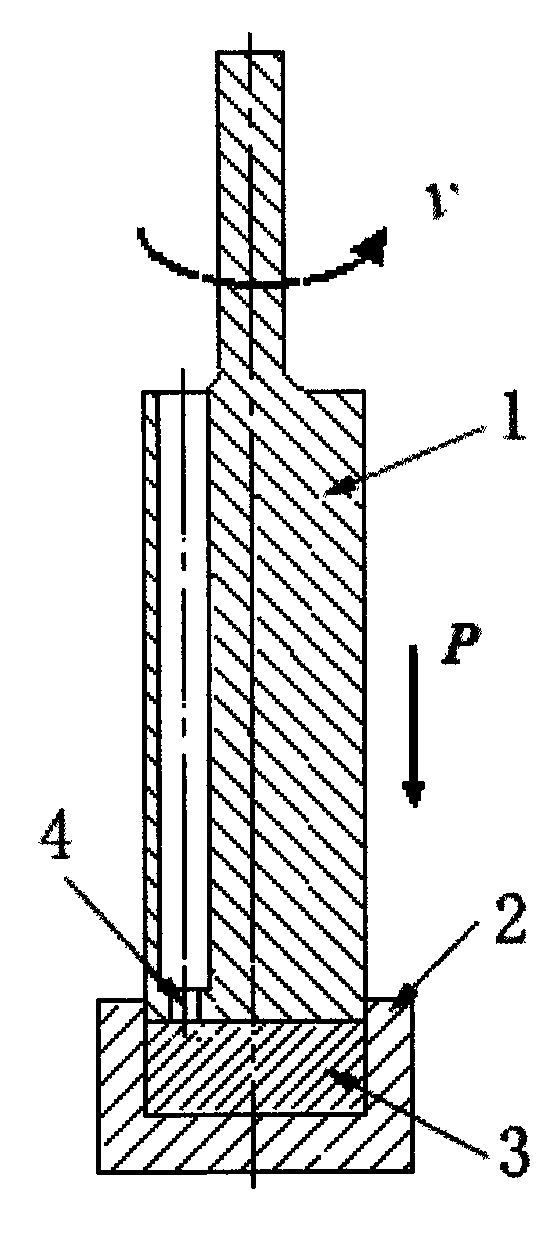
[0019] A. Manufacture a friction extrusion head with Φ4 eccentric hole;
[0020] B. The friction extrusion head rubs against the surface of the Al-30% Si alloy billet, and the friction relative speed reaches 530 revolutions per minute. At the same time, an extrusion force of 5 MPa is applied to extrude a Φ4 profile from the eccentric hole of the friction extrusion head, wherein The average diameter of silicon phase particles reaches 1.3 microns.
Embodiment 2
[0022] Friction extrusion processing of Al-12% Si alloy:
[0023] A. Manufacture a friction extrusion head with Φ4 eccentric hole;
[0024] B. The friction extrusion head rubs against the surface of the Al-12% Si alloy billet, and the friction relative speed reaches 530 revolutions per minute. At the same time, an extrusion force of 5 MPa is applied to extrude a Φ4 profile from the eccentric hole of the friction extrusion head, wherein The average diameter of silicon phase particles reaches 1.0 micron.
Embodiment 3
[0026] Friction extrusion processing of Al-6%Si alloy:
[0027] A. Manufacture a friction extrusion head with Φ4 eccentric hole;
[0028] B. The friction extrusion head rubs against the surface of the Al-6% Si alloy billet, and the friction relative speed reaches 530 revolutions per minute. At the same time, an extrusion force of 5 MPa is applied to extrude a Φ4 profile from the eccentric hole of the friction extrusion head, wherein The average diameter of silicon phase particles reaches 0.9 microns.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More