Closed loop speed compensation method for thickness control system of aluminum cold rolling mill
A technology of thickness control and speed compensation, applied in rolling mill control devices, control/regulation systems, metal rolling, etc., can solve problems such as difficulty for debuggers to find gain coefficients, open-loop control response divergence, and time-consuming problems. Achieve significant economic and social effects, improve overall yield, and reduce on-site commissioning time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
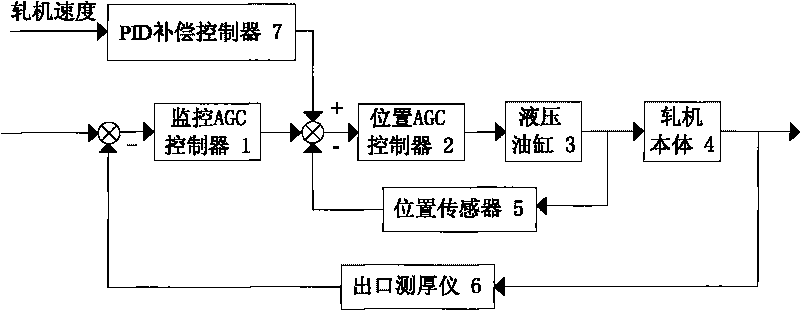
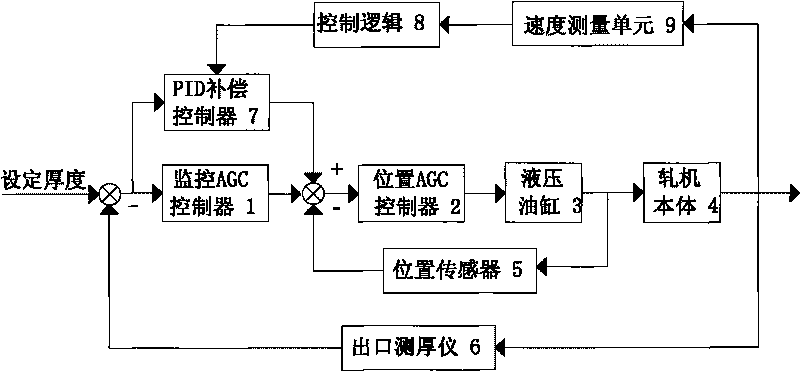
[0028] Such as figure 2 As shown, the aluminum cold rolling mill thickness control system using a closed-loop speed compensation controller includes a monitoring AGC controller 1, a position AGC controller 2, a hydraulic cylinder 3, a rolling mill body 4, a position sensor 5, an exit thickness gauge 6, and a PID Compensation controller 7, control logic 8 and speed measurement unit 9, setting thickness, outlet measurement thickness and PID compensation controller constitute a closed-loop speed compensation control loop, the controller outputs to the position AGC controller, directly superimposed to the setting of the position AGC value.
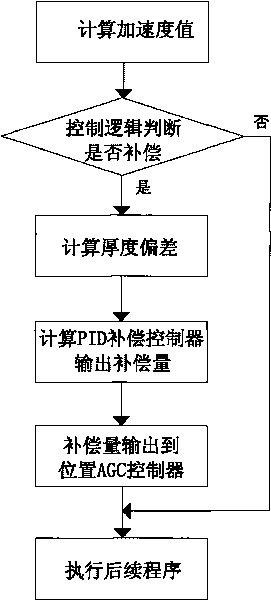
[0029] The acceleration value is calculated according to the data obtained by the speed measurement unit 9, the control logic is judged, the thickness deviation is used as the input signal of the closed-loop PID compensation controller 7, the compensation amount is calculated and output to the position AGC controller 2, and the calculation pr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



