

Seamless steel tube production process information tracking method
A seamless steel pipe and production process technology, applied in the field of metallurgy, can solve problems such as only tracking by batch, and achieve the effect of improving product quality and optimizing operating parameters
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be further described in detail below in conjunction with the accompanying drawings.
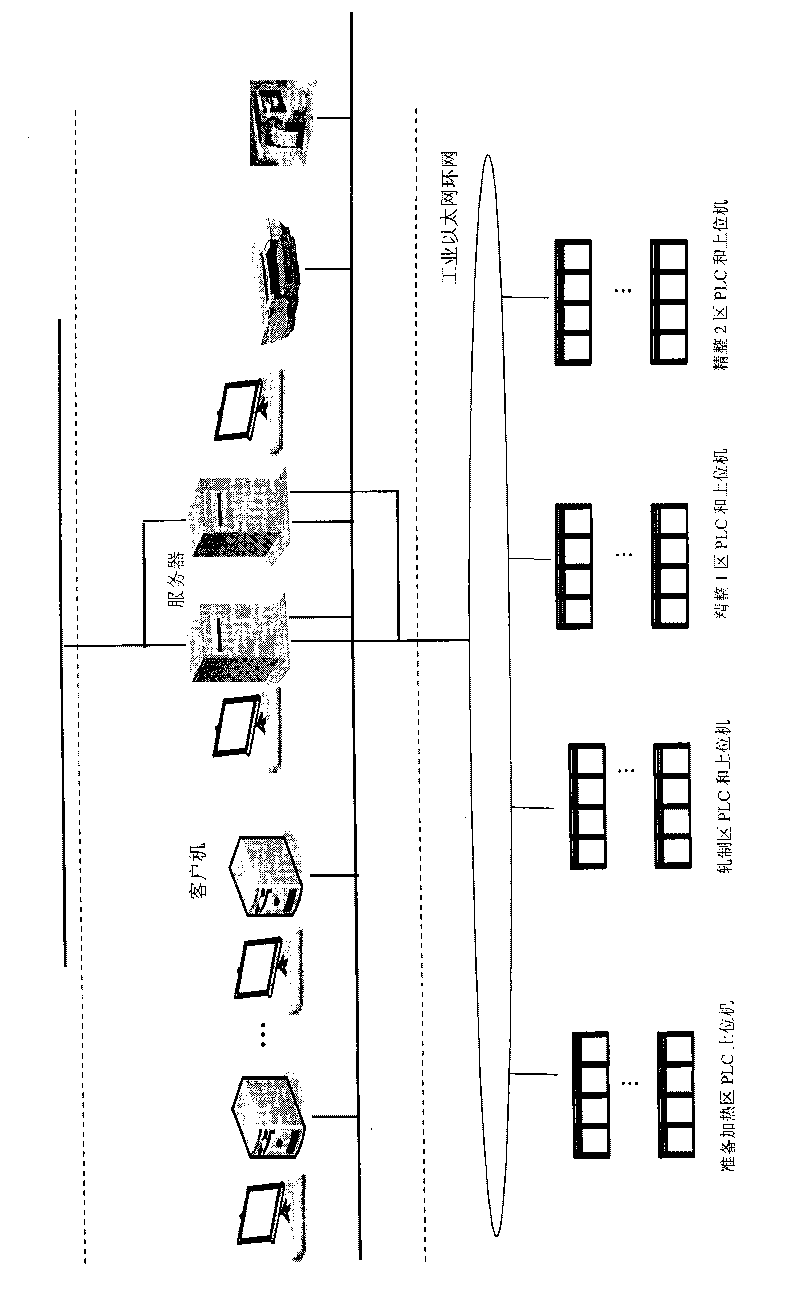
[0027] Such as figure 1 Shown, the hardware configuration structure schematic diagram of the present invention
[0028] The invention relates to a seamless steel pipe production process information tracking method, and the hardware part is composed of a client computer and a server. The server ensures data integrity through disk array technology. The working mode of the server is one worker and one standby. System software development can be performed offline on a spare computer. The client computers are installed in each operating room and computer room to realize the human-computer interaction function. The system network connection adopts star connection. Each server is equipped with an Ethernet card for network communication.
[0029] Such as figure 1 Shown, a kind of seamless steel pipe production process information tracking method of the present...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More